


























Z novo tovarno senzorjev v Komendi RLS Merilna tehnika do skokovite rasti prodaje
16.06.2022
V visokotehnološkem podjetju na leto izdelajo približno dva milijona dajalnikov pomika in zasuka; v poslovnem letu, ki se bo končalo konec junija, bodo prihodke povečali kar za 44 odstotkov, na blizu 41 milijonov evrov
Napredne rotacijske in linearne dajalnike oziroma senzorje pomika in zasuka RLS Merilne tehnike, ki jih kupci vgrajujejo v naprave, kjer je potrebno zelo natančno nadzorovanje njihovega premikanja, uporabljajo številne industrije, od energetike, kmetijstva, robotike, avtomobilske industrije … Proizvodni program podjetja je zelo širok in raznolik, obsega več kot deset tisoč različic izdelkov.
Dajalniki pomika in zasuka, ki jih načrtujejo, razvijajo in proizvajajo v visokotehnološkem podjetju z blizu 250 zaposlenimi, so vgrajeni v kolaborativne robote, v večino elektromotorjev, letala, nadzorne kamere, dvigala, medicinsko opremo, stroje za mehansko obdelavo, namakalne naprave, vetrne in sončne elektrarne, tiskalnike in tako naprej.
V približno 60 tisoč kolaborativnih robotih
Kot sklepajo glede na število prodanih senzorjev AksIm, so kupci v zadnjih treh do štirih letih z njimi opremili približno 60 tisoč kolaborativnih robotov. Zadnji v nasprotju s klasičnimi industrijskimi roboti opravljajo preproste, manj natančne operacije.
Velik del izdelkov prilagojen potrebam kupcev
Širok nabor različnih izdelkov, ki jih bodisi sami bodisi prek partnerske distribucijske mreže britanskega podjetja Renishaw, polovičnega lastnika družbe, izvažajo na več kot 30 trgov, je posledica dejstva, da velik del senzorjev prilagodijo zahtevam in potrebam kupca, je pojasnil Mitja Praprotnik, direktor operacij.

»Velik del senzorjev mehansko ali programsko prilagodijo zahtevam in potrebam kupca. Na sliki inkrementalni dajalnik zasuka za visokohitrostne aplikacije SpinCo. Foto: Arhiv podjetja RLS Merilna tehnika
Velik del senzorjev mehansko ali programsko prilagodijo zahtevam in potrebam kupca. Na sliki inkrementalni dajalnik zasuka za visokohitrostne aplikacije SpinCo.
Prav prilagajanje, lahko je mehansko ali programsko, in razvoj kupcem prilagojenih dajalnikov, ki jim s tem omogočajo optimalen razvoj lastnih aplikacij, je ena glavnih konkurenčnih prednosti podjetja. Tega je leta 1989 v Ljubljani ustanovi Janez Novak, direktor družbe, v industrijsko cono v Komendo pa so se preselili, potem ko v prestolnici niso našli primerne lokacije za širitev.

»Strokovna ekipa družbe RLS Merilna tehnika, odgovorna za proizvodnjo naprednih magnetnih dajalnikov, pomika in zasuka ob enem od robotiziranih delovnih mest za testiranje čipov (z leve): Matija Novak, namestnik direktorja, Blaž Šmid, direktor razvoja, Gregor Meglič, vodja tehnologije za mikroelektroniko, in Mitja Praprotnik, direktor operacij. Foto: Aleš Beno
Strokovna ekipa družbe RLS Merilna tehnika, odgovorna za proizvodnjo naprednih magnetnih dajalnikov, pomika in zasuka ob enem od robotiziranih delovnih mest za testiranje čipov (z leve): Matija Novak, namestnik direktorja, Blaž Šmid, direktor razvoja, Gregor Meglič, vodja tehnologije za mikroelektroniko, in Mitja Praprotnik, direktor operacij.
Serije od enega do več deset tisoč kosov
Na dan v proizvodnji izdelajo od sto do 300 različic izdelkov, naročila kupcev se gibljejo od enega kosa pa do več deset tisoč kosov. Ker so serije pogosto majhne, denimo po pet ali deset kosov, je obseg ročnega dela v proizvodnji precej velik.

»Ker so serije pogosto majhne, denimo po pet ali deset kosov, je obseg ročnega dela v proizvodnji precej velik. Foto: Aleš Beno
Ker so serije pogosto majhne, denimo po pet ali deset kosov, je obseg ročnega dela v proizvodnji precej velik.
Na leto izdelajo približno dva milijona izdelkov. Prodajni portfelj podjetja sestavljajo trije glavni programi, in sicer inkrementalni in absolutni dajalniki kota (zasuka) OnAxis, inkrementalni in absolutni linearni in obročasti dajalniki pomika in zasuka Linear/Ring ter absolutni dajalniki kota (zasuka) AksIm/Orbis.

»Na dan v proizvodnji izdelajo od sto do 300 različic izdelkov, naročilo za en kos je na primer lahko tudi čip, je povedal Mitja Praprotnik, direktor operacij. Foto: Aleš Beno
Na dan v proizvodnji izdelajo od sto do 300 različic izdelkov, naročilo za en kos je na primer lahko tudi čip, je povedal Mitja Praprotnik, direktor operacij.
Vrhunsko poslovno leto
Kot je z zadovoljstvom povedal Matija Novak, namestnik direktorja, je bilo zadnje poslovno leto za podjetje vrhunsko, saj so dosegli kar 44-odstotno rast prihodkov. Po predlanskih dobrih 28 milijonih evrov bodo poslovno leto, ki se bo končalo konec junija, sklenili s približno 41 milijoni evrov prihodkov. Prodajo so okrepili v vseh geografskih regijah, v vseh industrijah in po vseh produktnih programih, rast načrtujejo tudi v prihodnje.

»Zadnje poslovno leto je bilo za podjetje vrhunsko, saj so dosegli kar 44-odstotno rast prihodkov, je z zadovoljstvom povedal Matija Novak, namestnik direktorja. Foto: Aleš Beno
Zadnje poslovno leto je bilo za podjetje vrhunsko, saj so dosegli kar 44-odstotno rast prihodkov, je z zadovoljstvom povedal Matija Novak, namestnik direktorja.
Različne stopnje integracije izdelkov
V posameznem prodajnem programu so dajalniki oziroma enkoderji, kot te imenujejo v podjetju, različne stopnje integracije, za različne aplikacije oziroma za potrebe različnih kupcev, je pojasnil Blaž Šmid, direktor razvoja.
Pri dajalnikih OnAxis se prodajni portfelj na primer razteza vse od čipov, ki vsebujejo vse funkcionalnosti dajalnika, miniaturnih tiskanih vezij, dajalnikov v ohišju do dajalnikov, pripravljenih za montažo na os.
60 tisoč kolaborativnih robotov so s senzorji RLS Merilne tehnike v zadnjih treh, štirih letih opremili kupci.
22 mednarodno priznanih patentov imajo v podjetju.
40 zaključenih enot za izdelavo sestavnih delov in izdelkov so postavili v obliki črke U.
Tudi od dajalnikov, ki so v obliki čipov, uporabnik dobi potrebne informacije o legi naprave, in jih v Komendi izdelujejo v velikih serijah. Naročajo jih večji kupci, takšni, ki jih znajo sami pravilno zmontirati in sprogramirati, je pojasnil sogovornik. Miniaturna tiskana vezja, ki jih stranke zmontirajo v svoj sistem, izdelujejo v srednjih serijah. Ta vrsta dajalnikov je v proizvodnji, v kateri dela približno 80 ljudi, trenutno prevladujoča.
Dajalnike v ohišju, ki te varuje pred zunanjimi vplivi, kot sta denimo prah ali vlaga, in dajalnike, ki so pripravljeni za montažo na os, izdelujejo v manjših serijah.
Na vprašanje, katere izdelke v podjetju najraje prodajajo, je Mitja Praprotnik odgovoril, da glede tega v podjetju nimajo preference, in dodal, da so serije izdelkov v vseh omenjenih proizvodnih programih zelo različne, naročilo za en kos je na primer lahko tudi čip.
Po novem lastna ekipa za razvoj integriranih vezij
Ob tem je Blaž Šmid poudaril, da je velika konkurenčna prednost podjetja tudi to, da veliko njihovih izdelkov vsebuje lastna integrirana vezja, ki so plod lastnega razvoja in so bila v sodelovanju s partnerji oblikovana samo za njihove potrebe. To je tudi ena od značilnosti, po katerih se podjetje iz Komende razlikuje od svojih tekmecev.
»Z letošnjim letom so v podjetju naredili pomemben strateški korak naprej in oblikovali lastno ekipo za razvoj in načrtovanje integriranih vezij. Foto: Aleš Beno
Z letošnjim letom so v podjetju naredili pomemben strateški korak naprej in oblikovali lastno ekipo za razvoj in načrtovanje integriranih vezij.
Z letošnjim letom so v podjetju naredili pomemben strateški korak naprej in oblikovali lastno ekipo za razvoj in načrtovanje integriranih vezij. Kot je pojasnil sogovornik, je to pomembno predvsem zato, ker s tem še bolj gradijo na znanju in svoji konkurenčni prednosti. Pa tudi, da pridobijo odzivnost in prožnost pri razvoju, s čimer lahko čipe resnično prilagodijo lastnim potrebam.
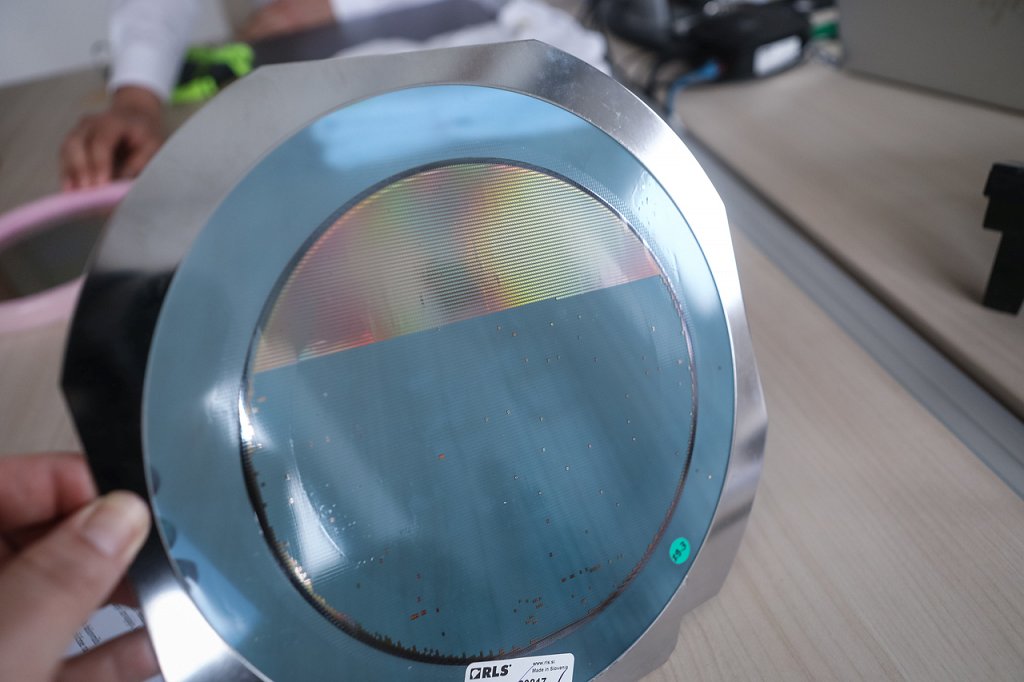
Med pogovorom o dobrih praksah v proizvodnji je Gregor Meglič, vodja tehnologije za mikroelektroniko, prinesel dve silicijevi rezini s čipi, ki so plod lastnega razvoja podjetja. Na manjši jih je bilo 750, iz katerih bodo izdelali prav toliko dajalnikov pomika in zasuka, na večji pa jih je bilo kar 20 tisoč, ki so jih deloma že uporabili v proizvodnji.

»Gregor Meglič, vodja tehnologije za mikroelektroniko s silicijevo rezino s čipi, ki so plod lastnega razvoja podjetja. Foto: Aleš Beno
Gregor Meglič, vodja tehnologije za mikroelektroniko s silicijevo rezino s čipi, ki so plod lastnega razvoja podjetja.
V razvoju več kot 50 sodelavcev
V razvoju, ki je zelo multidisciplinaren, dela več kot 50 ljudi. Delo razvojnikov zajema mehaniko, elektroniko, razvijanje vgrajene programske kode, tudi programov za potrebe testiranja in programiranja ter za aplikacije strank, magnetiko – ta skupina se ukvarja predvsem z novimi tehnologijami magnetenja, raziskavami novih materialov, razvojem senzorjev magnetnega polja in tako naprej – kot rečeno, pa je po novem v razvoju tudi skupina, ki se ukvarja z načrtovanjem integriranih vezij, je naštel Blaž Šmid. In pojasnil, da razvoj novega inovativnega in kompleksnega izdelka traja tudi do pet let.

»Razvoj novega inovativnega in kompleksnega izdelka traja tudi do pet let, je povedal Blaž Šmid, direktor razvoja. Foto: Aleš Beno
Razvoj novega inovativnega in kompleksnega izdelka traja tudi do pet let, je povedal Blaž Šmid, direktor razvoja.
Sami razvijajo tudi opremo za proizvodnjo
V podjetju ne razvijajo le integriranih vezij za čipe, ki jih uporabljajo pri izdelavi senzorjev, sami razvijejo tudi večino strojne opreme, ki jo potrebujejo za proizvodnjo, prav tako sami napišejo po več deset tisoč vrstic programske kode.
»V podjetju sami razvijejo tudi večino strojne opreme, ki jo potrebujejo za proizvodnjo, prav tako sami napišejo po več deset tisoč vrstic programske kode. Foto: Aleš Beno
V podjetju sami razvijejo tudi večino strojne opreme, ki jo potrebujejo za proizvodnjo, prav tako sami napišejo po več deset tisoč vrstic programske kode.
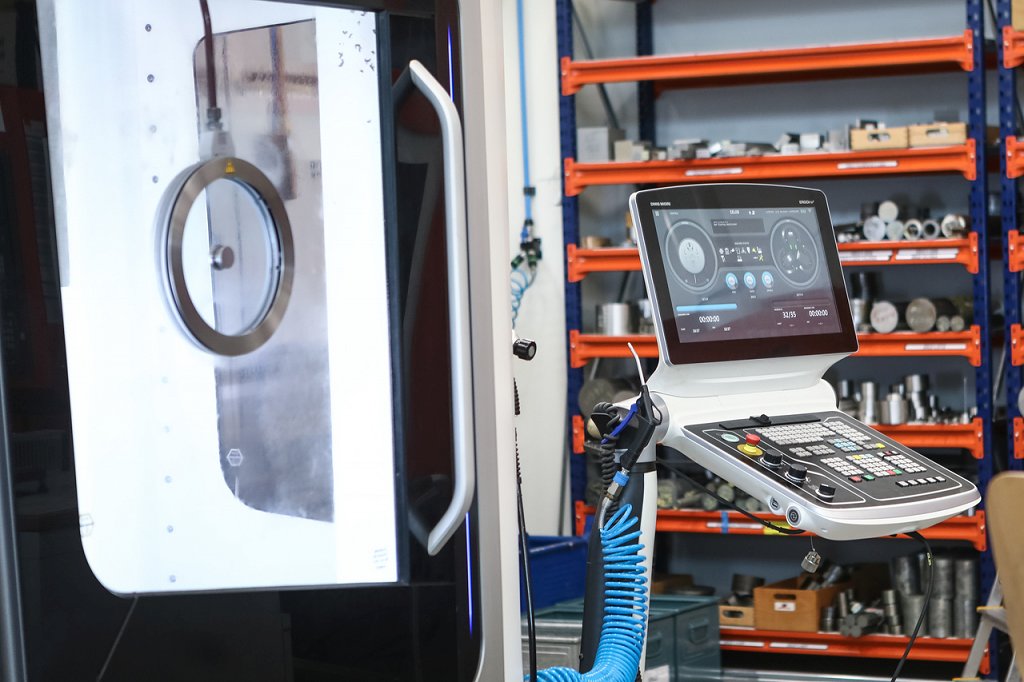
Ker so stroji, naprave in programska oprema za izdelavo dajalnikov zelo specifični, jih na trgu ni mogoče kupiti, je poudaril Mitja Praprotnik. In dodal, da na prvi pogled oprema ni videti nič posebnega – nekaj aluminija, malo kontaktov, nekaj se vrti, s tehničnega oziroma strojniškega vidika nič pretresljivega – a je v strojno in tudi programsko opremo vloženega zelo zelo veliko razvojnega dela. Kar ne nazadnje dokazuje kar 22 mednarodno priznanih patentov, ki jih imajo v podjetju.

»Ker so stroji, naprave in programska oprema za izdelavo dajalnikov zelo specifični, jih na trgu ni mogoče kupiti. Foto: Aleš Beno
Ker so stroji, naprave in programska oprema za izdelavo dajalnikov zelo specifični, jih na trgu ni mogoče kupiti.
Glavni procesi v proizvodnji
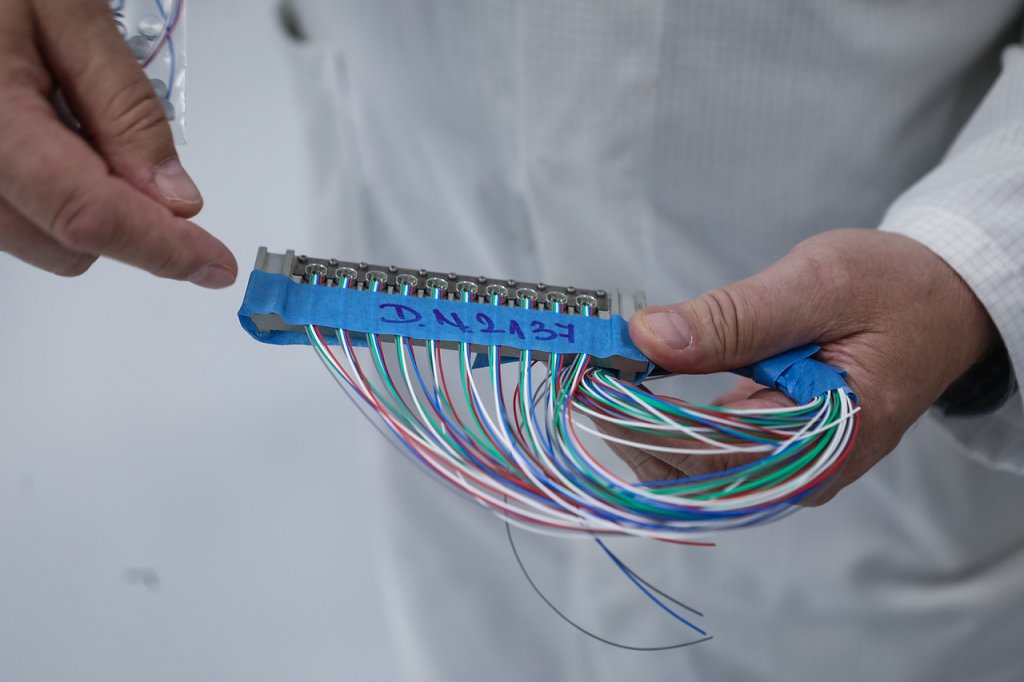
Glavni procesi v proizvodnji poleg polaganja miniaturnih elektronskih elementov na tiskana vezja, kar zanje opravlja zunanji partner, vključujejo operacije v čistih prostorih, a le pri delu izdelkov, kjer čipe na silicijevih rezinah najprej stestirajo in razrežejo na žagi, zatem pa zalepijo na tiskana vezja, povežejo oziroma ožičijo ter avtomatsko zalijejo z epoksi smolo, na koncu pa sledijo še montaža izdelkov s spajkanjem kablov, montažo vezij, ohišij … ter programiranje in testiranje izdelkov, ki sta zelo zahtevni in kompleksni operaciji.

»V čistih prostorih čipe na silicijevih rezinah najprej stestirajo in razrežejo na žagi, zatem pa zalepijo na tiskana vezja, povežejo oziroma ožičijo ter avtomatsko zalijejo z epoksi smolo. Foto: Aleš Beno
V čistih prostorih čipe na silicijevih rezinah najprej stestirajo in razrežejo na žagi, zatem pa zalepijo na tiskana vezja, povežejo oziroma ožičijo ter avtomatsko zalijejo z epoksi smolo.
V normalnih razmerah izdelava posameznega izdelka traja do tri tedne, trenutno pa zanjo potrebujejo tudi do šest tednov.
Čisti prostori večji za petino
Tehnološko gledano so najbolj zahtevne operacije v čistih prostorih, ki so jih povečali za petino ter podvojili obseg opreme. Za ta korak so se odločili zaradi upravljanja tveganj in tudi zaradi potreb po večjih zmogljivostih, saj se proizvodne količine nenehno povečujejo.

»Površino čistih prostorov so povečali za petino in podvojili obseg opreme. Foto: Aleš Beno
Površino čistih prostorov so povečali za petino in podvojili obseg opreme.
Med večjimi naložbami so sogovorniki omenili načrtovano avtomatizacijo spajkanja 0,8-milimetrskih žic pod mikroskopom, po novem bo to delo opravljal kolaborativni robot. V proizvodnji so dvema robotoma prepustili tudi testiranje čipov, enemu pa zaupali testiranje modulov AksIm, nekaj avtomatskih naprav izvaja testiranje magnetov in čipov.
 »Med večjimi naložbami podjetja je načrtovana avtomatizacija spajkanja 0,8-milimetrskih žic pod mikroskopom, po novem bo to delo opravljal kolaborativni robot. Foto: Aleš Beno
»Med večjimi naložbami podjetja je načrtovana avtomatizacija spajkanja 0,8-milimetrskih žic pod mikroskopom, po novem bo to delo opravljal kolaborativni robot. Foto: Aleš Beno
Med večjimi naložbami podjetja je načrtovana avtomatizacija spajkanja 0,8-milimetrskih žic pod mikroskopom, po novem bo to delo opravljal kolaborativni robot.
Zelo zahtevno magnetenje obročev
Zaradi potrebne visoke natančnosti je zelo zahtevna tehnološka operacija tudi magnetenje obročev iz elastoferita, nosilca magnetnega zapisa. Operacijo smo lahko opazovali med ogledom proizvodnje.
Ko obroč namagnetijo, na njem ustvarijo zapis, ki je podoben črtni kodi. Nad ta obroč namestijo senzor položaja, ki mora biti vedno enako oddaljen od obroča. V izdelku so tudi vezja, ki predelujejo informacije in jih pošiljajo naprej v razumljivem jeziku. Magnetno sliko v podjetju hranijo pet let.
Tak senzor kupci denimo namestijo v sklepe robotske roke in s tem omogočijo, da natančno ve, kje je. Robot se zaradi tega lahko hitro premika, ne da bi se med premikanjem ustavljal.

»Zaradi potrebne visoke natančnosti je zelo zahtevna tehnološka operacija tudi magnetenje obročev iz elastoferita, nosilca magnetnega zapisa. Foto: Aleš Beno
Zaradi potrebne visoke natančnosti je zelo zahtevna tehnološka operacija tudi magnetenje obročev iz elastoferita, nosilca magnetnega zapisa.
Proizvodnjo strnili v dve nadstropji
Z naložbo v širitev proizvodnih prostorov, ki so jo začeli v letu 2019, so te povečali za 3.500 kvadratnih metrov oziroma jih podvojili. Kot je povedal Mitja Praprotnik, zdaj proizvodnja namesto v treh poteka v dveh nadstropjih, pretok materiala skozi podjetje, ki je bil prej zelo zapleten, z večkratnim potovanjem med nadstropji, so uredili tako, da je kar se da tekoč. Uvedli so večino načel in orodij vitke proizvodnje, približno 40 zaključenih enot za izdelavo sestavnih delov in izdelkov so postavili v obliki črke U.
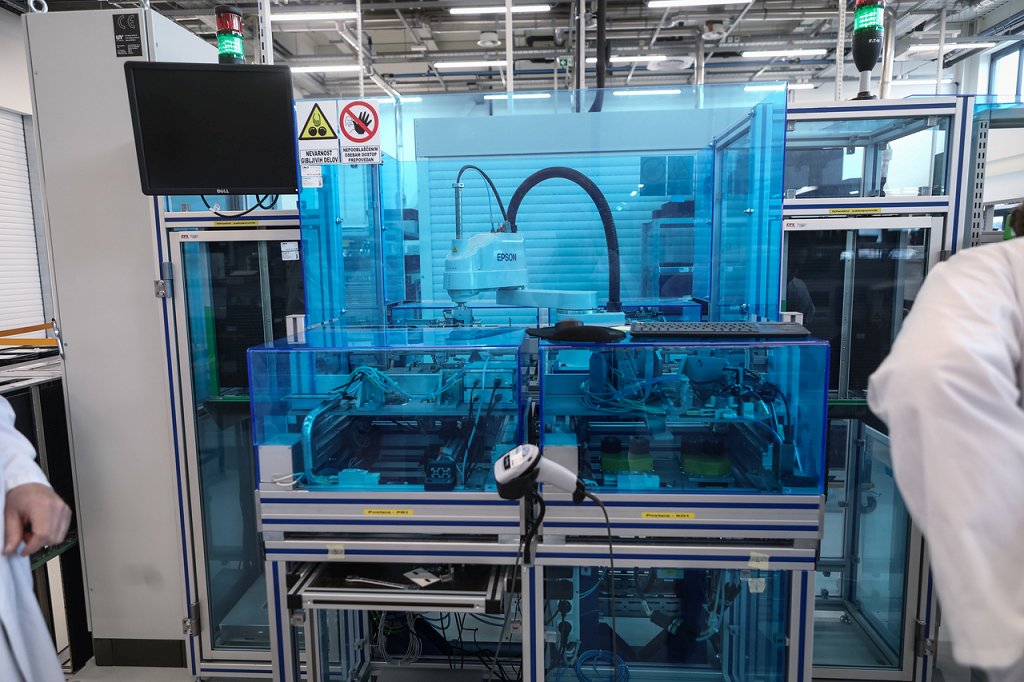
»V proizvodnji so dvema robotoma prepustili testiranje čipov, enemu pa zaupali testiranje modulov AksIm. Foto: Aleš Beno
V proizvodnji so dvema robotoma prepustili testiranje čipov, enemu pa zaupali testiranje modulov AksIm.
Na novo so organizirali skladišča, nova pridobitev sta tudi dve avtomatski skladiščni omari Kardex, ki so ju informacijsko povezali s sistemom ERP. Na vsa delovna mesta so pripeljali mrežno povezavo, zaradi česar je bilo treba položiti 40 kilometrov kablov, tako da lahko zdaj vsa delovna mesta priklopijo na različne aplikacije.

»Uvedli so večino načel in orodij vitke proizvodnje, približno 40 zaključenih enot za izdelavo sestavnih delov in izdelkov so postavili v obliki črke U. Foto: Aleš Beno
Uvedli so večino načel in orodij vitke proizvodnje, približno 40 zaključenih enot za izdelavo sestavnih delov in izdelkov so postavili v obliki črke U.
Vloga digitalizacije po novem še večja
Po besedah sogovornika so v proizvodnji že pred gradnjo novih poslovnih prostorov precej uporabljali digitalizacijo in zajem podatkov iz proizvodnje. Določene testne naprave so bile tako povezane v mrežo in s strežniki, kjer so zbirali podatke, a so bile zmogljivosti, predvsem kar se tiče sledljivosti, kjer imajo veliko zahtev kupcev, precej omejene.

»Po novem imajo sprotni vpogled v učinkovitost in produktivnost proizvodnje, pa tudi v izkoriščenost opreme oziroma OEE. Foto: Aleš Beno
Po novem imajo sprotni vpogled v učinkovitost in produktivnost proizvodnje, pa tudi v izkoriščenost opreme oziroma OEE.
Z uvedbo proizvodnega sistema MES, v živo gredo z njim prihodnji mesec, imajo po novem sprotni vpogled v učinkovitost in produktivnost proizvodnje, pa tudi v izkoriščenost opreme oziroma OEE. Spremljajo lahko izmet, do katerega prihaja v proizvodnji, pa tudi vse procesne parametre ter izvajajo statistično kontrolo procesov (SPC). V sistemu MES je urejen celoten delovni proces z delovnimi nalogi, prav tako vse transakcije, povezane z vodenjem proizvodnega procesa, vključno s skladiščnimi. Vzdolž celotnega proizvodnega procesa je zagotovljena sledljivost vsega vgrajenega materiala, procesnih parametrov in rezultatov testiranj izdelkov.
 »Z naložbo v širitev proizvodnih prostorov, ki so jo začeli v letu 2019, so te povečali za 3.500 kvadratnih metrov oziroma jih podvojili. Foto: Aleš Beno
»Z naložbo v širitev proizvodnih prostorov, ki so jo začeli v letu 2019, so te povečali za 3.500 kvadratnih metrov oziroma jih podvojili. Foto: Aleš Beno
Z naložbo v širitev proizvodnih prostorov, ki so jo začeli v letu 2019, so te povečali za 3.500 kvadratnih metrov oziroma jih podvojili.
Avtor: Sabina Petrov