






















Zadovoljstvo strank je odvisno od zanesljivih postopkov strojne obdelave
16.09.2019
Pri načrtovanju in uvedbi postopkov strojne obdelave se proizvajalci običajno osredotočajo na prilagajanje elementov notranjih operacij in morda pozabijo na končni namen dela: zagotavljanje zadovoljstva strank.
 Zadovoljstvo strank v veliki meri temelji na skrajšanju časa od strankinega naročila do dobave končnega izdelka. V preteklosti so proizvajalci zmanjšali čas proizvodnje tako, da so strojno obdelali več tisoč identičnih delov in ustvarili veliko zalogo, iz katere so lahko takoj odposlali izdelke. Ta model proizvodnje z nizko raznolikostjo in velikim obsegom (LMHV) je proizvajalcem omogočil hitro izpolnjevanje potreb strank s postopnim razvojem postopka strojne obdelave ter nepričakovanih napak in prekinitev v proizvodnji. Današnje tržne zahteve pa so popolnoma drugačne. Stranke vse pogosteje naročajo majhne serije izdelkov, ki so prilagojeni specifičnim potrebam. Posledično proizvajalci redko opravljajo dolge proizvodne cikle. Iste komponente se ne proizvajajo več v skupinah po več tisoč enot, ampak po nekaj sto, deset ali celo ena sama. Ta model za širok spekter in majhen obseg (HMLV) ne dopušča prostora za nenehen razvoj postopka ali nepričakovane prekinitve. Proizvajalci se znajdejo pod pritiskom, saj morajo razviti postopke strojne obdelave, ki so popolnoma zanesljivi od prvega dela naprej. Takojšnja hitrost, doslednost in predvidljivost so bistvenega pomena.
Zadovoljstvo strank v veliki meri temelji na skrajšanju časa od strankinega naročila do dobave končnega izdelka. V preteklosti so proizvajalci zmanjšali čas proizvodnje tako, da so strojno obdelali več tisoč identičnih delov in ustvarili veliko zalogo, iz katere so lahko takoj odposlali izdelke. Ta model proizvodnje z nizko raznolikostjo in velikim obsegom (LMHV) je proizvajalcem omogočil hitro izpolnjevanje potreb strank s postopnim razvojem postopka strojne obdelave ter nepričakovanih napak in prekinitev v proizvodnji. Današnje tržne zahteve pa so popolnoma drugačne. Stranke vse pogosteje naročajo majhne serije izdelkov, ki so prilagojeni specifičnim potrebam. Posledično proizvajalci redko opravljajo dolge proizvodne cikle. Iste komponente se ne proizvajajo več v skupinah po več tisoč enot, ampak po nekaj sto, deset ali celo ena sama. Ta model za širok spekter in majhen obseg (HMLV) ne dopušča prostora za nenehen razvoj postopka ali nepričakovane prekinitve. Proizvajalci se znajdejo pod pritiskom, saj morajo razviti postopke strojne obdelave, ki so popolnoma zanesljivi od prvega dela naprej. Takojšnja hitrost, doslednost in predvidljivost so bistvenega pomena.
Kljub temu pa se mnogi proizvajalci še naprej osredotočajo na to, kar sami imenujejo "učinkovitost" – razvoj proizvodnih postopkov, katerih cilj je skoraj izključno najvišja možna proizvodnja z najnižjim možnim stroškom. Tako nenamerno prezrejo očitno težavo – najpomembnejše je namreč zadovoljstvo strank, zlasti njihove zahteve po hitri dobavi
QRM
Koncept proizvodnje s hitrim odzivom (Quick Response Manufacturing, QRM), ustvarjen na začetku dobe HMLV, poudarja ključno vlogo časa v proizvodnem postopku. Strategije QRM skupaj s prizadevanjem za nepotratnost in optimizacijo postopka zagotavljajo akcijski načrt, ki proizvajalcem pomaga zmanjšati proizvodni čas ter posledično povečati zadovoljstvo strank. Rajan Suri, profesor industrijskega inženiringa na univerzi Wisconsin-Madison, je v 90. letih prepoznal bližajoče se spremembe na proizvodnih trgih, zlasti trend prehoda na proizvodnjo HMLV. Leta 1993 je ustanovila center za QRM. Namen centra je ustvarjanje partnerstev med univerzo in proizvodnimi podjetji pri razvoju in izvedbi načinov za zmanjšanje proizvodnih časov. Strategije QRM se pogosto uporabljajo poleg nepotratne pobude za izboljšanje postopkov, pobude Six Sigma in podobnih pobud.
Tradicionalni pristop
Vodje proizvodnje v tradicionalnih okoljih strojne obdelave iščejo predvsem največjo možno izrabo stroja. Če stroj miruje, ni učinkovit in troši denar, namesto da bi ga služil. Cilj je proizvodnja velikih serij za zalogo. Deli na zalogi so zaščita za nihanja v povpraševanju strank.
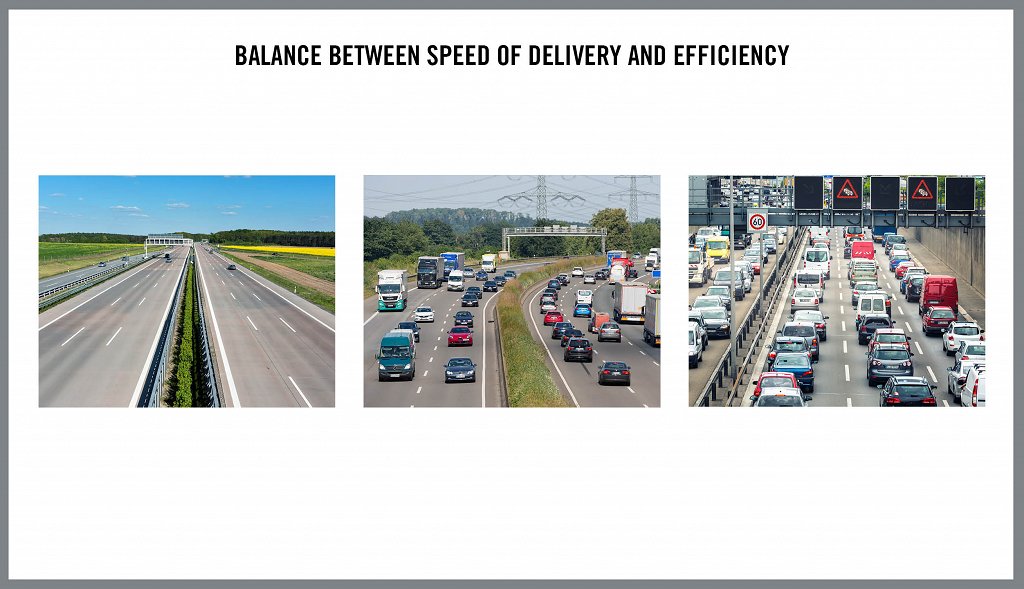
V proizvodnji HMLV pa se delo ne opravi za zalogo, ampak za izpolnitev naročilo stranke za omejeno število specifičnih komponent, zato ni varnostnih zalog. Razmere še dodatno zapletejo dejavniki, kot so tako imenovana "vroča naročila", ki prispejo nepričakovano zaradi izrednih okoliščin ali kot posebne zahteve pomembnih strank. Če delujejo vsi stroji v obratu, bodo ostala naročila zamaknjena, da lahko najprej izpolnite vroča naročila. Nato ta zamaknjena naročila sama postanejo vroča naročila, proizvodni časi se podaljšajo in v proizvodni postopek se prikrade 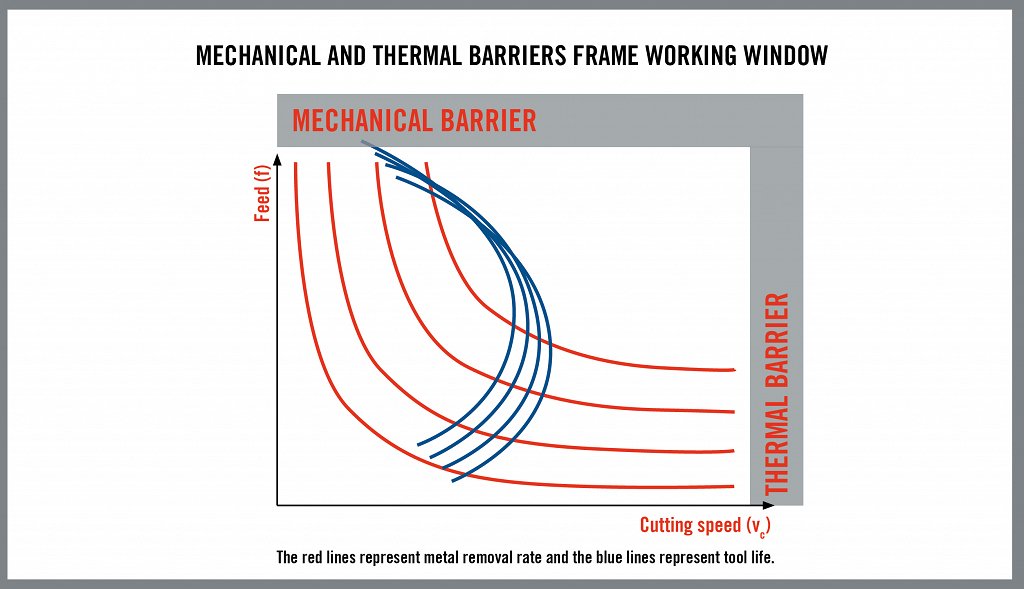 zmešnjava. Druga težava je, da se osebje v proizvodnji pogosto osredotoča na iskanje načinov za doseganje notranjih ciljev, kot je na primer doseganje 100-odstotne pravočasne dobave. Tako je načrtovanje pogosto izvedeno z mislijo na te notranje cilje. Osebje na primer ve, da je delo končano v enem dnevu, ampak bo dodelilo dva dni zaradi morebitnih vročih naročil ali drugih zamikov. Načrtovalci dodelijo dodaten čas, da se izognejo opominom vodstvenega osebja, če pa podobno naredijo vsi v delavnici, se lahko proizvodni čas z dveh tednov poveča tudi na sedem tednov. V podjetju izmerjena pravočasnost dostave bo morda 98-odstotna, osebje v proizvodnji veselo, da je izpolnilo notranje cilje, stranka, ki je potrebovala izdelek v dveh tednih, pa ne bo prav nič zadovoljna. Tradicionalno proizvodno okolje ima sistemske omejitve (glejte sliko 2). Na sliki je na levi strani upodobljena avtocesta z zelo malo prometa, ki predstavlja premajhno izkoriščenost virov oziroma v primeru proizvodnje visok proizvodni strošek končnega obdelovanca. Pretirano prometna avtocesta na desni strani, polna prometnih zastojev, predstavlja zmešnjavo in podaljšane proizvodne čase, do katerih pride, ko se pojavijo napake ali se v proizvodnjo vrivajo nepričakovana naročila. Slika v sredini predstavlja uravnotežen in stroškovno učinkovit pristop k proizvodnji ter izrabi virov.
zmešnjava. Druga težava je, da se osebje v proizvodnji pogosto osredotoča na iskanje načinov za doseganje notranjih ciljev, kot je na primer doseganje 100-odstotne pravočasne dobave. Tako je načrtovanje pogosto izvedeno z mislijo na te notranje cilje. Osebje na primer ve, da je delo končano v enem dnevu, ampak bo dodelilo dva dni zaradi morebitnih vročih naročil ali drugih zamikov. Načrtovalci dodelijo dodaten čas, da se izognejo opominom vodstvenega osebja, če pa podobno naredijo vsi v delavnici, se lahko proizvodni čas z dveh tednov poveča tudi na sedem tednov. V podjetju izmerjena pravočasnost dostave bo morda 98-odstotna, osebje v proizvodnji veselo, da je izpolnilo notranje cilje, stranka, ki je potrebovala izdelek v dveh tednih, pa ne bo prav nič zadovoljna. Tradicionalno proizvodno okolje ima sistemske omejitve (glejte sliko 2). Na sliki je na levi strani upodobljena avtocesta z zelo malo prometa, ki predstavlja premajhno izkoriščenost virov oziroma v primeru proizvodnje visok proizvodni strošek končnega obdelovanca. Pretirano prometna avtocesta na desni strani, polna prometnih zastojev, predstavlja zmešnjavo in podaljšane proizvodne čase, do katerih pride, ko se pojavijo napake ali se v proizvodnjo vrivajo nepričakovana naročila. Slika v sredini predstavlja uravnotežen in stroškovno učinkovit pristop k proizvodnji ter izrabi virov.
Akcijski načrt za proizvodnjo HMLV
V okolju proizvodnje HMLV sta ključnega pomena prvi donos dela in dosledna kakovost v proizvodnji
različnih obdelovancev. Cilj je proizvodnja prilagojenih izdelkov, kjer je strošek dela v seriji z enim kosom isti kot v seriji z milijonom kosov, zagotovljena pa je tudi takojšnja dobava. Proizvodnja dobrih delov od začetka je odvisna od vzpostavitve nemotenega in zanesljivega postopka
strojne obdelave. Trenutno je priljubljeno prepričanje, da so najsodobnejše proizvodne tehnike in tehnologije digitalizacije rešitev za težave strojne obdelave. Vendar pa hitrost, doslednost in fleksibilnost že od nekdaj temeljijo na operativni odličnosti in izobraženem, pozitivnem in motiviranem osebju v proizvodnji (glejte stransko vrstico). Pred razpravo o digitalizaciji in optimizaciji je zato treba preveriti splošno delovanje delavnice, ugotoviti, kje pride do potrate časa in virov, ter razviti metode za zmanjšanje te potrate. Tako se bo poudarek premaknil na kakovost ali zanesljivost postopka.
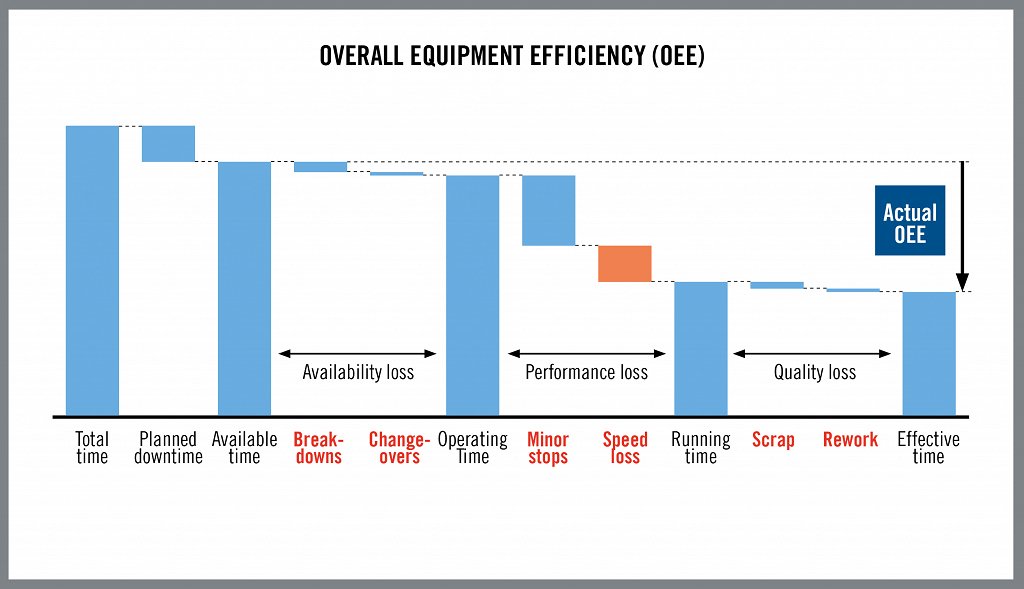
Nepotratna delavnica
Zmanjšanje proizvodnega časa zahteva odpravo potrate v proizvodnem postopku. Nepotratna delavnica ne proizvaja nepotrebnih delov, v celoti izkoristi material obdelovanca in odpravi odvečne premike za polizdelke. Med potratne in zamudne dejavnosti v postopku strojne obdelave štejemo pojav srhov, hrapave površine, dolgih odrezkov, vibracij in napak pri strojni obdelavi, ki proizvedejo nesprejemljive dele. Slabe dele je treba predelati ali zavrniti in znova proizvesti, oboje pa podaljša čas čakanja v proizvodnem postopku.Tudi izdelava dela, ki je kakovostnejši, kot je stranka zahtevala, predstavlja potrato časa in denarja. Delavnice morajo spoznati, da je treba doseči le najnižjo možno kakovost obdelovanca, ki zadostuje strankinim specifikacijam in zahtevani uporabi. Če je tolerančno območje za del pet mikronov, je doseganje treh mikronov potratno. Za doseganje manjših toleranc je treba uporabiti kvalitetnejše orodje in natančnejše delovne postopke, vendar stranka ne bo plačala za nezahtevano višjo kakovost. Takšno naročilo bo torej pomenilo izgubo denarja za delavnico.
Upoštevanje omejitev
V prvi fazi vzpostavitve uravnoteženega postopka strojne obdelave izberete orodja z obremenitveno
zmogljivostjo, ki je v skladu z mehanskimi, toplotnimi, kemičnimi in tribološkimi obremenitvami v postopku strojne obdelave.
Druga faza obsega izbiro rezalnih pogojev, ki upoštevajo omejitve postopka strojne obdelave, ki jih prinašajo realni dejavniki. Rezalno orodje ima veliko zmožnosti, vendar pa določene okoliščine omejujejo obseg dejanskih parametrov uporabe.
 Zmožnosti orodja se na primer spreminjajo glede na moč uporabljenega obdelovalnega stroja. Lastnosti strojne obdelave materiala obdelovanca ali konfiguracija dela lahko omejijo hitrost rezanja ali hitrost pomika in pri kompleksnih ali šibkih konfiguracijah obdelovanca lahko pride do vibracij. Kljub temu, da obstaja veliko rezalnih pogojev, ki se obnesejo teoretično, realne okoliščine to izbiro omeji na nekaj določenih parametrov. Če rezalne pogoje uporabimo brez upoštevanja omejitev za določene okoliščine, to prinaša negativne posledice, vključno z višjimi stroški in padcem produktivnosti. Večina težav pri strojni obdelavi izhaja iz tega, da se zanemarijo omejitve, ki jih predstavljajo realne fizične okoliščine v procesu rezanja. Ko rezalni pogoji ne presegajo omejitev realnih okoliščin, je delovanje s tehničnega vidika varno.
Zmožnosti orodja se na primer spreminjajo glede na moč uporabljenega obdelovalnega stroja. Lastnosti strojne obdelave materiala obdelovanca ali konfiguracija dela lahko omejijo hitrost rezanja ali hitrost pomika in pri kompleksnih ali šibkih konfiguracijah obdelovanca lahko pride do vibracij. Kljub temu, da obstaja veliko rezalnih pogojev, ki se obnesejo teoretično, realne okoliščine to izbiro omeji na nekaj določenih parametrov. Če rezalne pogoje uporabimo brez upoštevanja omejitev za določene okoliščine, to prinaša negativne posledice, vključno z višjimi stroški in padcem produktivnosti. Večina težav pri strojni obdelavi izhaja iz tega, da se zanemarijo omejitve, ki jih predstavljajo realne fizične okoliščine v procesu rezanja. Ko rezalni pogoji ne presegajo omejitev realnih okoliščin, je delovanje s tehničnega vidika varno.
Vendar pa vse tehnično varne kombinacije rezalnih pogojev ne prinašajo vedno istih rezultatov in s spremembo rezalnih pogojev se spremenijo tudi stroški postopka strojne obdelave. Z agresivnejšimi, a tehnično varnimi rezalnimi pogoji lahko pospešimo proizvodnjo končnih obdelovancev, vendar pa se bo po določenem času proizvodnja upočasnila, ker se bo zaradi agresivnejših rezalnih parametrov skrajšala tudi obstojnost orodja, več menjav orodja pa bo zahtevalo dodaten čas.Tretja faza doseganja uravnoteženega postopka strojne obdelave posledično vključuje določanje optimalne kombinacije rezalnih pogojev za določeno situacijo. Bistveno je določiti delovne pogoje s kombinacijami, ki prinašajo želeni stopnji produktivnosti in ekonomičnosti. Ob začetku proizvodnje s temi kombinacijami, so običajno potrebna obdobja odpravljanja specifičnih težav, pa tudi nenehna analiza in optimizacija postopka.
Vsestranska orodja
Čeprav lahko visoko zmogljiva specializirana orodja pospešijo proizvodnjo, je lahko ob upoštevanju omejitev postopka primernejša izbira orodij, zasnovanih za vsestranskost. Če so orodja izbrana za največjo produktivnost in stroškovno učinkovitost pri strojni obdelavi specifičnega dela, bo morda ob spremembi z ene konfiguracije obdelovanca na drugo potrebna popolna izpraznitev izmenjevalca orodij in zamenjava vseh orodij. V modelih HMLV, kjer se majhne serije različnih delov pogosto spreminjajo, lahko ta čas menjave izniči vse izboljšanje produktivnosti po zaslugi uporabe najbolj produktivnih orodij. V primerih, ko je zahtevana največja možna zmogljivost orodja je raztegnjena v največji možni meri, nekaterioperaterji znižajo rezalne parametre, da ne bi prišlo do okvar orodja ali prekinitev. Po drugi strani pa je vsestransko orodje uporabno v širšem naboru rezalnih pogojev kot orodje, ki se osredotoča na produktivnost, vendar z manj agresivnimi parametri. Dejanska strojna obdelava številnih različnih bdelovancev z vsestranskim orodjem je morda nekoliko počasnejša ali dražja, vendar s krajšim časom za namestitev in proizvodnim časom ter z manjšo količino odpadkov razliko obrne sebi v prid.
Zaključek
Cilj vsakega poslovnega odnosa je zadovoljstvo strank in ključni element zadovoljstva strank v proizvodni dejavnosti je hitra dobava strojno obdelanih komponent. V modelih proizvodnje HMLV so proizvajalci pod pritiskom, da optimizirajo svoje delovanje tako, da skrajšajo proizvodni čas in pospešijo dobavo. Z upoštevanjem koncepta QRM ter pobud za nepotratnost in optimizacijo lahko proizvajalci dosežejo hitrost in zanesljivost, potrebni za izpolnjevanje potreb strank po hitri dobavi, ter hkrati zagotovijo donosnost proizvodnje.
Pametni ljudje in pametni stroji
Kompleksna in spreminjajoča se narava modelov proizvodnje HMLV očitno predstavlja odlične razmere za uvedbo najsodobnejše proizvodne tehnologije, vključno z notranjo digitalizacijo s pametnimi stroji in analizo podatkov, zunanjo digitalizacijo z vgrajeno dobavno verigo ter spletno povezovanje s strankami za usklajevanje ponudbe in povpraševanja. Val nove tehnologije očitno zmanjšuje vrednost človeškega vnosa v proizvodnih postopkih. Nasprotno pa hitro spreminjajoči se elementi v modelih proizvodnje HMLV povečujejo pomembnost človeškega vnosa. Za zapletene operacije je potrebno tradicionalno rokodelsko znanje, ki vključuje kreativnost in fleksibilnost za hitro prilagoditev na nenehno spreminjajoče se dele, materiale obdelovanca ter rezalne pogoje.
 Predvsem pa sta pomembni pozitivna miselnost in motivacija osebja v proizvodnji, ki sta potrebni za
Predvsem pa sta pomembni pozitivna miselnost in motivacija osebja v proizvodnji, ki sta potrebni za
reševanje novih in raznolikih izzivov, ki jih predstavlja proizvodnja HMLV.
Razvoj te miselnosti vključuje nenehno notranje izobraževanje, ki osebju v delavnici dokazuje, da za
reševanje proizvodnih težav niso vedno potrebni visoki stroški in najsodobnejša tehnologija. Miselnost
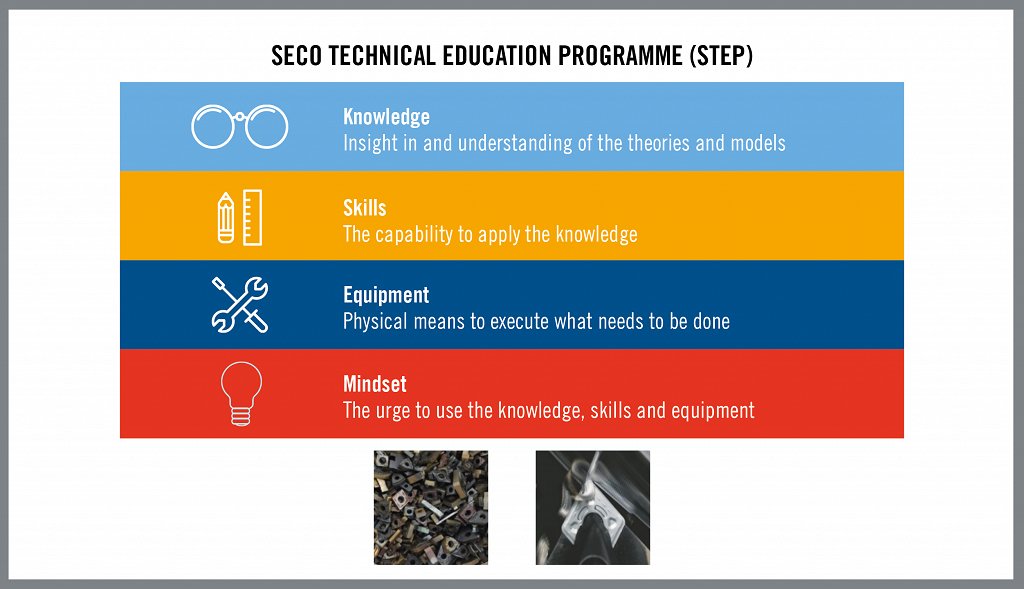
vključuje tudi spoznanje ključnega pomena zadovoljstva stranke. Znanje, pridobljeno pri izboljšanju operacije ali skupine operacij, je mogoče znova uporabiti in razširiti na podobne situacije v vsej delavnici. Izkušnjo v delavnici je mogoče naknadno nadgrajevati z organiziranimi izobraževalnimi pobudami, kot je STEP (Seco Technical Education Program). To je izjemno razvit program, zasnovan na praktičnih rešitvah, in je namenjen seznanjanju uporabnikov z najnovejšimi sistemi orodij in tehnikami.
Združevanje praktičnih izkušenj v analizah postopkov z izboljšavami z organiziranimi izobraževalnimi
programi je ključno za razvoj pristopa reševanja težav in izboljšav postopkov, ki bo podpiral nadaljevanje uspešne proizvodnje. To izobraževanje dopolnjujejo interaktivni viri informacij, kot je digitalni portal Seco My Pages, ki je spletno mesto, namenjeno naročanju in dobavi orodja, iskanju boljših rešitev za uporabo orodja, optimiziranju postopkov ter zagotavljanju pomoči pri inženiringu. Pri povečevanju izkoriščanja strojne obdelave HMLV se mora vodstveno osebje odmakniti od sistemskih omejitev tradicionalne strojne obdelave v velikem obsegu. Bistvenega pomena je poudarjanje vloge zaposlenih pri zagotavljanju potrebne miselnosti in ustvarjalnosti za vzpostavitev ravnotežja med proizvodnjo in fleksibilnostjo, ki bo dosledno zagotavljajo popolno zadovoljstvo strank.
Za več informacij klikinte tukaj