






















Proizvodno učinkovitost sestavljajo pravočasne dobave in zadovoljni kupci
04.02.2020
Strojna delavnica si prizadeva na najučinkovitejši način izdelati določeno število delov na zahtevani ravni kakovosti in jih pravočasno dobaviti. Običajno so proizvodna podjetja učinkovitost opredeljevala po donosnosti naložbe. Uspeh so merili v smislu neprekinjenih serij po več tisoč ali več sto tisoč kosov in cilj je bil ohranjanje enakomerne proizvodnje enega ali več strojev. S tega vidika je bil stroj, ki je deloval in izdeloval dele, učinkovit.
Danes proizvajalci pogosteje proizvajajo bolj raznolike izdelke manjših količin, saj je proizvodnja prilagojena spreminjajočim se potrebam naročnikov. Velikosti serij so lahko od več sto kosov do manj kot deset kosov. Kljub temu se lahko zgodi, da stranke čakajo na naročene dele, čeprav vsi stroji v delavnici neprekinjeno obratujejo. Proizvodne strategije z večjimi količinami niso skladne s prilagodljivostjo in kompleksnimi zahtevami naročanja pri proizvodnji z manjšimi količinami. V trenutnem proizvodnem okolju je treba za pravo učinkovitost proizvodnje ujeti prilagodljivo ravnovesje med maksimalno količino in pravočasnim izpolnjevanjem zelo različnih naročil posameznih strank. Najpomembnejši je končni rezultat: pravočasna dostava izdelkov in zadovoljstvo kupcev.
Nadzor kakovosti
 Med iskanjem pravega razmerja med proizvodnjo in povpraševanjem morajo biti proizvajalci previdni, če želijo ohraniti kakovost izdelkov. Če bodo imeli opravka z deli nesprejemljive kakovosti, bodo prisiljeni v nepredvidene spremembe proizvodnih razporedov, zaradi česar bo prišlo do potrate časa in denarja ter do zamud pri dobavi. Neorganizirano načrtovanje bo povzročilo zastoje v proizvodnji in stroji bodo mirovali, medtem ko bodo stroški dela v delavnici rasli zaradi nepredvidenih težav, ki jih povzročijo zastoji v proizvodnji. Kakovost obdelovanca je v proizvodnji na splošno opisana v smislu usklajevanja mer delov in zahtev glede končne obdelave površine. Dodatno merilo kakovosti, na primer pravočasno dobavo, lahko imenujemo kakovost postopka. Proizvajalec mora nadzirati postopke do tolikšne mere, da načrtovani proizvodni čas zadostuje za dokončanje dela in dobavo naročniku v obljubljenem roku.
Med iskanjem pravega razmerja med proizvodnjo in povpraševanjem morajo biti proizvajalci previdni, če želijo ohraniti kakovost izdelkov. Če bodo imeli opravka z deli nesprejemljive kakovosti, bodo prisiljeni v nepredvidene spremembe proizvodnih razporedov, zaradi česar bo prišlo do potrate časa in denarja ter do zamud pri dobavi. Neorganizirano načrtovanje bo povzročilo zastoje v proizvodnji in stroji bodo mirovali, medtem ko bodo stroški dela v delavnici rasli zaradi nepredvidenih težav, ki jih povzročijo zastoji v proizvodnji. Kakovost obdelovanca je v proizvodnji na splošno opisana v smislu usklajevanja mer delov in zahtev glede končne obdelave površine. Dodatno merilo kakovosti, na primer pravočasno dobavo, lahko imenujemo kakovost postopka. Proizvajalec mora nadzirati postopke do tolikšne mere, da načrtovani proizvodni čas zadostuje za dokončanje dela in dobavo naročniku v obljubljenem roku.
Zadovoljstvo strank ali objave dobičkov
Stroji v delavnici lahko delujejo neprekinjeno, a če bodo naročniki razočarani ob dobavi izdelkov, ne bodo več kupovali izdelkov tega podjetja, ki zaradi tega ne bo več uspešno. Ohranjanje zadovoljstva naročnikov je glavni cilj, toda posvečanje zadovoljstvu naročnikov lahko ogrozi donosnost. Osredotočanje na stranke je ključnega pomena, vendar mora proizvajalec optimalno izkoristiti svojo opremo in izpolniti naročene količine delov, zahteve po kakovosti ter dobavne roke.
Obljube in načrtovanje
Uspešna proizvodnja vključuje usklajeno sodelovanje več skupin v proizvodni organizaciji. Ena skupina strankam obljubi določene rezultate glede stroškov, kakovosti in dobavnih rokov za naročene dele. Druge skupine v organizaciji, vključno s tehniko, nabavo, osebjem v delavnici in upravniki, pa poskrbijo, da so te obljube izpolnjene. Različne skupine na različne načine opredeljujejo učinkovitost. Strojniško osebje želi optimizirati posamezne postopke strojne obdelave za maksimalno proizvodnjo. Skupine zunaj postopkov strojne obdelave pa se osredotočajo na izboljšanje delovanja celotnega sistema. Njihova analiza zajema vprašanja, kot sta skupna učinkovitost opreme (OEE) in produktivnost dela.
Srce učinkovitosti
 Če bi morali opisati učinkovitost proizvodnje z osnovnimi biološkimi izrazi, je srce vsake proizvodne operacije postopek strojne obdelave. Čeprav je srce v telesu nepogrešljivo, ne more delovati samostojno, saj je del sistema, ki vključuje preostalo telo in možgane. Če je v proizvodni dejavnosti strojna tehnologija srce, je telo skupna proizvodna organizacija, vključno z inženirskim delom, poslovnimi načrti in administracijo. Možgani organizacije so skupina zaposlenih, ki usklajujejo vse elemente sistema. Toda možgani ne morejo enostavno odločati, naj srce bije hitreje, tako kot človek ne more uravnavati svojega srčnega utripa s svojimi mislimi. Na enak način postopka strojne obdelave ni vedno mogoče upravljati z razumnega vidika. V današnjem svetu digitalne tehnologije in industrijskega interneta stvari (IIoT) si ljudje, zlasti mladi, želijo odgovore in jasna pravila za upravljanje postopka strojne obdelave. Žal pa v mnogih primerih razumna pravila ne obstajajo in nepredvidene težave s strojno obdelavo je treba sprejeti, se nanje odzvati in jih razrešiti.
Če bi morali opisati učinkovitost proizvodnje z osnovnimi biološkimi izrazi, je srce vsake proizvodne operacije postopek strojne obdelave. Čeprav je srce v telesu nepogrešljivo, ne more delovati samostojno, saj je del sistema, ki vključuje preostalo telo in možgane. Če je v proizvodni dejavnosti strojna tehnologija srce, je telo skupna proizvodna organizacija, vključno z inženirskim delom, poslovnimi načrti in administracijo. Možgani organizacije so skupina zaposlenih, ki usklajujejo vse elemente sistema. Toda možgani ne morejo enostavno odločati, naj srce bije hitreje, tako kot človek ne more uravnavati svojega srčnega utripa s svojimi mislimi. Na enak način postopka strojne obdelave ni vedno mogoče upravljati z razumnega vidika. V današnjem svetu digitalne tehnologije in industrijskega interneta stvari (IIoT) si ljudje, zlasti mladi, želijo odgovore in jasna pravila za upravljanje postopka strojne obdelave. Žal pa v mnogih primerih razumna pravila ne obstajajo in nepredvidene težave s strojno obdelavo je treba sprejeti, se nanje odzvati in jih razrešiti.
Nepredvidene težave in neusposobljeni zaposleni
V popolnem svetu ima osebje v delavnici znanje, sposobnosti in izkušnje, ki so potrebni za obravnavanje nepredvidenih težav s postopkom strojne obdelave. Toda mnogi lastniki delavnic se pritožujejo, da je težko ohraniti dovolj sposobno delovno silo. Čeprav se zdi, da bi z usposabljanjem morali premagati težave s primanjkovanjem usposobljenih zaposlenih, nekateri lastniki delavnic presenetljivo trdijo, da je usposabljanje potrata, saj zaposlenih ne zanima učenje novih sposobnosti. Lastniki poročajo, da so v mnogih primerih, v katerih so zaposlenim ponudili strokovno usposabljanje, slednji bili prepričani, da njihovo znanje zadostuje za opravljanje dodeljenega dela in da ne potrebujejo dodatnega usposabljanja (glej dodatek).
Skupni čas proizvodnje
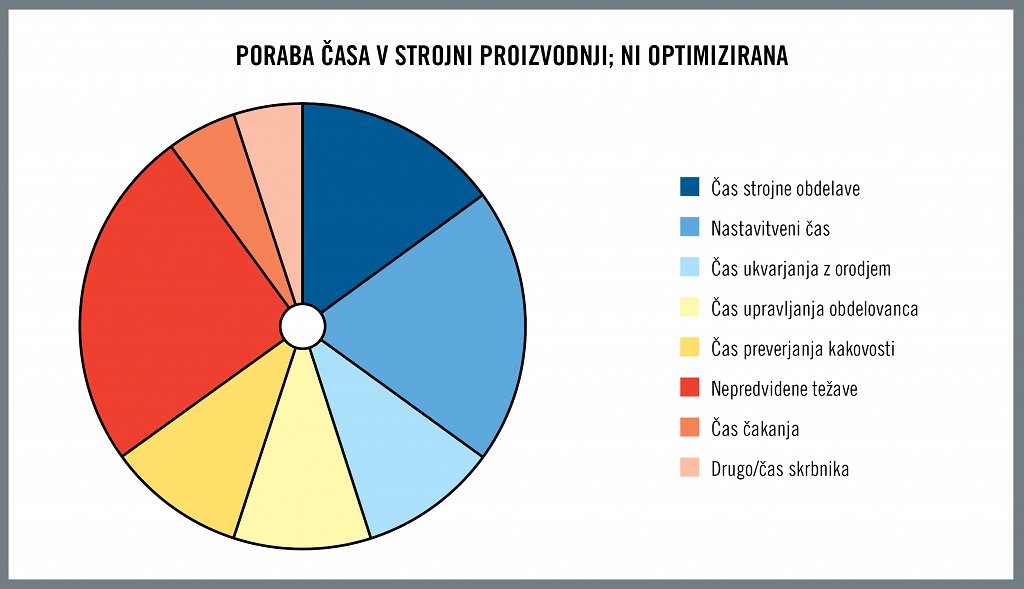 Z analizo učinkovitosti delavnice in odpravo potrate lahko priskrbimo dodatni obdelovalni čas in večjo prilagodljivost ter odzivnost na potrebe naročnikov. Skupni čas, ki je potreben za proizvodnjo posameznega dela, je vsota več ločenih dejavnosti¤ Te vključujejo dejanski obdelovalni čas, čas ukvarjanja z orodjem, obdelavo obdelovanca, preverjanje kakovosti, nepredvidene težave, čakanje, administrativna opravila in drugo. Nekatere dejavnosti so ključnega pomena in jih ni mogoče odpraviti, na primer zamenjave orodja in obdelava obdelovanca. Poleg zahtevanih dejavnosti delavnice porabijo čas tudi za obravnavanje nepredvidenih okoliščin, na primer sprememb načrtov, težav s kakovostjo in čakanja na manjkajoče orodje ali material obdelovanca.
Z analizo učinkovitosti delavnice in odpravo potrate lahko priskrbimo dodatni obdelovalni čas in večjo prilagodljivost ter odzivnost na potrebe naročnikov. Skupni čas, ki je potreben za proizvodnjo posameznega dela, je vsota več ločenih dejavnosti¤ Te vključujejo dejanski obdelovalni čas, čas ukvarjanja z orodjem, obdelavo obdelovanca, preverjanje kakovosti, nepredvidene težave, čakanje, administrativna opravila in drugo. Nekatere dejavnosti so ključnega pomena in jih ni mogoče odpraviti, na primer zamenjave orodja in obdelava obdelovanca. Poleg zahtevanih dejavnosti delavnice porabijo čas tudi za obravnavanje nepredvidenih okoliščin, na primer sprememb načrtov, težav s kakovostjo in čakanja na manjkajoče orodje ali material obdelovanca.
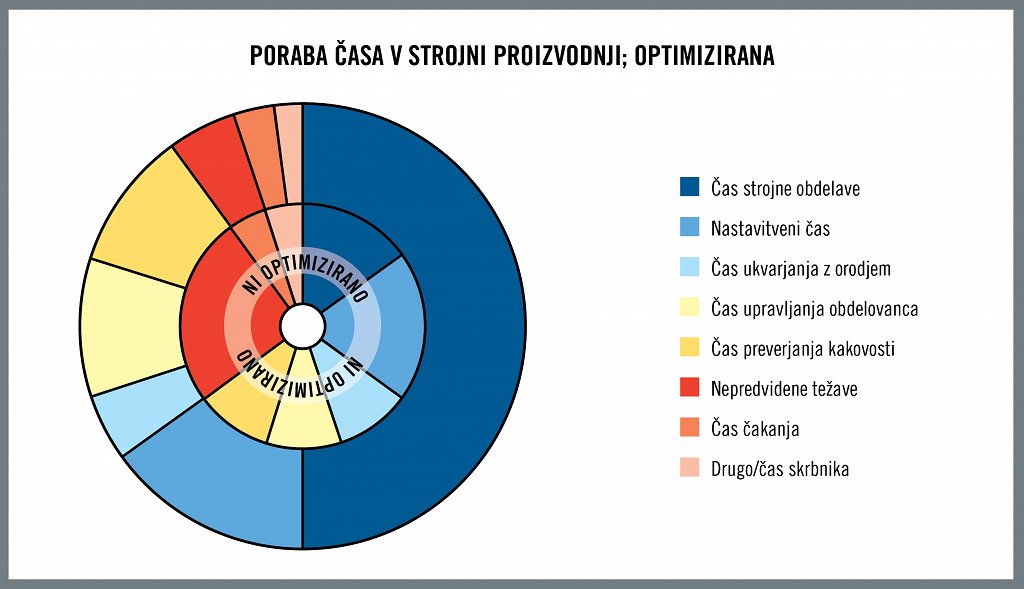 V enem primeru je delavnica pregledala več različnih dejavnosti, ki so bile del strojne obdelave posameznega dela, da bi ugotovila, koliko časa je bilo porabljenega pri vsaki dejavnosti (slika 3). Dejanski obdelovalni čas je predstavljal 15 odstotkov skupnega časa proizvodnje, medtem ko sta priprava in čakanje porabila četrtino časa, nepredvidene težave, kot so manjkajoče orodje ali zamuda pri dobavi orodja oziroma zastoji zaradi čiščenja predolgih odrezkov, pa so predstavljale dodatnih 25 odstotkov. S skrajšanjem časa, porabljenega za nepredvidene težave, čas priprave, ukvarjanje z orodjem, čakanje in administracijo se je dejanski obdelovalni čas podaljšal na 50 odstotkov skupnega časa (slika 4). Podaljšani čas je delavnici omogočil večjo prilagodljivost za usklajevanje operacij strojne obdelave s posameznimi zahtevami opravil za naročnike.
V enem primeru je delavnica pregledala več različnih dejavnosti, ki so bile del strojne obdelave posameznega dela, da bi ugotovila, koliko časa je bilo porabljenega pri vsaki dejavnosti (slika 3). Dejanski obdelovalni čas je predstavljal 15 odstotkov skupnega časa proizvodnje, medtem ko sta priprava in čakanje porabila četrtino časa, nepredvidene težave, kot so manjkajoče orodje ali zamuda pri dobavi orodja oziroma zastoji zaradi čiščenja predolgih odrezkov, pa so predstavljale dodatnih 25 odstotkov. S skrajšanjem časa, porabljenega za nepredvidene težave, čas priprave, ukvarjanje z orodjem, čakanje in administracijo se je dejanski obdelovalni čas podaljšal na 50 odstotkov skupnega časa (slika 4). Podaljšani čas je delavnici omogočil večjo prilagodljivost za usklajevanje operacij strojne obdelave s posameznimi zahtevami opravil za naročnike.
Nepredvideni učinki prizadevanj za prihranek časa
Z rezultati preiskave morebitnih prihrankov časa, ki je omenjena zgoraj, je druga delavnica potrojila ure aktivnega rezanja delov. Toda kmalu so ugotovili, da se donosnost zaradi proizvodnje delov ni potrojila. Dodatna študija je odkrila številne težave, ki so prispevale k nastanku tega pojava. Glavna težava je bila v tem, da je prvotni čas obdelave vključeval raziglenje stroja. Pobude za prihranek časa so zahtevale učinkovitejše raziglenje na samem stroju, toda ko so raziglenje začeli izvajati na stroju, so podaljšali čas delovanja vretena na račun raziglenja¤ Ta situacija je dokaz, da lahko prihranek časa na enem področju privede do večje potrate časa ali očitnega zmanjšanja učinkovitosti na drugem področju. Iz tega lahko sklepamo, da je treba spremembe delovanja upoštevati v skladu s skupnim proizvodnim procesom. Težko je najti pravo ravnovesje, saj ni splošnih pravil. Treba je najti čim učinkovitejše načine uporabe razpoložljivega časa¤
Spreminjanje načrtov
Doseganje učinkovitosti in prilagodljivosti zahteva nenehno prilagajanje na spreminjajoče se zahteve proizvodnje. Spremembe so pogosto zunanjega izvora, ko naročnik spremeni zasnovo izdelka ali število naročenih delov. Proizvodna delavnica se mora odzvati s spremembo svojih načrtov, kar lahko zmoti skupni načrt delavnice in vodi k neorganiziranemu odzivu, ki predstavlja dodatno motnjo¤ Ko načrtovanje ni organizirano, nekatere delavnice na različne naključne načine obdelujejo obdelovance, pri čemer uporabljajo vsak stroj, ki je na voljo, kar povzroči še več težav. Situacija lahko vodi v začaran krog. Ko se začnejo težave z načrtovanjem, se lahko razširijo kot virus. Manjša motnja lahko hitro preraste v veliko in tako kot pri človeških virusih je takšne motnje zelo težko premagati.
Možnost rezervnih zmogljivosti
Eden izmed načinov za učinkovito povečanje učinkovitosti in prilagodljivosti delavnice je dodajanje rezervnih zmogljivosti strojne obdelave. Koncept rezervnih zmogljivosti je večini delavnic neznan in finančni oddelek delavnice bi lahko odobril naložbo v nove zmogljivosti strojne obdelave, a hkrati zahteval, da nova oprema ne miruje. Stroj vidijo kot naložbo, vredno en ali dva milijona evrov (ali dolarjev), in ne morejo razumeti, da se ne bi redno uporabljal, če bi ga kupili kot rezervno zmogljivost. Toda v resnici ta stroj opravlja pomembno vlogo: zagotavlja zadovoljstvo strank. Uporaben je kot rezervna zmogljivost, ki pripomore k prilagodljivosti in olajša odpravljanje nepredvidenih težav. V nekaterih primerih bo delavnica namesto nakupa rezervnega stroja uporabljala lastno opremo, dokler ne pride do preobremenitve, nato pa se obrnila na podizvajalca. Če ima podizvajalec enake težave s preveliko količino dela in pomanjkanjem osebja, se odgovornost enostavno prenese na drugo stranko. Izredno težko je prepričati delavnice v ustvarjanje rezervnih zmogljivosti, ki bodo v najboljšem primeru uporabljene v redkih situacijah.
Dolgi dobavni roki ali pravočasna dobava
Pritisk zaradi izpolnjevanja dobavnih rokov lahko podaljša dejanski čas proizvodnje. Če proizvodno opravilo običajno traja teden dni, naročnik pa želi zagotovilo, da bo dobava pravočasna, lahko delavnica določi rok dobave v dveh tednih, da si zagotovi dovolj časovne rezerve. V drugem primeru, ko naročnik potrebuje dokončan obdelovanec do določenega datuma, lahko delavnica začne obdelovati dva obdelovanca, da ima v delu rezervnega, če pride do nepredvidenih težav s prvim delom. Te improvizirane prakse predstavljajo nepotrebno potrato proizvodnega časa in stroške ter dejansko podaljšajo običajne dobavne roke.
Izbire večopravilnosti
Še en, čeprav dražji, način za povečanje učinkovitosti in prilagodljivosti delavnice je uvajanje avtomatizacije v obliki stroja, ki lahko opravlja več opravil, in sklada palet. Delavnica lahko hitro zamenja opravilo avtomatizirane celice in uporabi palete za izdelavo in shranjevanje prihodnjih nastavitev. Takšen sistem je mogoče izdelati z večopravilnim strojem, ki ga obkrožajo palete z obdelovanci in komplet orodij, ki jih servisira robot. Pri takšni organizaciji lahko zaposleni v dnevni izmeni pripravijo stroj in palete za obdelavo različnih delov, zaposleni v nočni izmeni pa lahko izdelujejo dele. Ta rešitev je razmeroma draga in vsa podjetja si ne morejo privoščiti tovrstnih naložb.
Ovire pri večopravilnosti
Organizacijska ovira pri pristopu z večopravilnostjo je običajna praksa tovarn, ki razporejajo stroje samo na osnovi funkcije, na primer ohranjanje ločenega oddelka za rezkanje ali struženje itd¤ V mnogih primerih je bolje razvrstiti stroje v celice, v katerih ima vsaka skupina strojev določene obdelovalne zmožnosti, ki ustrezajo določenim skupinam ali družinam obdelovancev. Povezovanje strojev v skupine zgolj po funkciji spodbuja osebje v delavnici, da se opredeli na omejen način, na primer kot operater stružnice ali operater rezkalnega stroja. Urjenje operaterjev, da lahko opravljajo več funkcij in upravljajo različne stroje, omogoča delavnicam prilagodljivost, da uravnavajo lastne notranje težave z zmogljivostmi.
Zaključek
Današnja učinkovitost v proizvodnji vključuje močan poudarek na zadovoljstvu strank poleg iskanja najboljših načinov za strojno obdelavo delov. Proizvajalci morajo najti ravnovesje med prizadevanji za dosledno zagotavljanje pravočasne dobave in potrebo po donosnosti. Poleg optimizacije strojnih operacij lahko pozorno posvečanje zadevam, kot so kakovost delov in obdelave, organizirano načrtovanje iz vidika proizvodne organizacije kot celote in nenehna analiza elementov porabe obdelovalnega časa, znatno podaljša čas, ki je na voljo za strojno obdelavo delov, in poveča prilagodljivost ter učinkovitost.
(Dodatek)
Podpiranje učinkovite proizvodne miselnosti
Razvoj proizvodnih strategij strojnikom prinaša vrsto novih izzivov. Izjemno avtomatizirana strojna orodja, intuitivna programska oprema in napredna rezalna orodja so poskrbela za manjše odgovornosti strojnikov. Žal je eden od neželenih stranskih učinkov te zapletene proizvodne tehnologije težnja nekaterih zaposlenih v proizvodnji, da se sprijaznijo s tem, da so njihove sposobnosti "zadovoljive". Mnogi lastniki delavnic so ugotovili, da nekateri zaposleni niso navdušeni nad ponujenim usposabljanjem, saj menijo, da so njihove sposobnosti zadostne za opravljanje njihovih dolžnosti. Ti zaposleni nimajo miselnosti, ki je potrebna za rast in napredek v novem proizvodnem okolju. V Flandriji to miselnost opisujejo s pregovorom: "Sovi, ki ne zna ali noče brati, nima smisla dajati sveče in očal za branje.'' V ZDA imajo podoben pregovor: "Konja lahko privedeš k vodi, a ga ne moreš prisiliti, da jo pije." Kjer koli na svetu lahko ljudem ponudiš sredstvo za doseganje cilja, toda če ne želijo sodelovati, je ves trud zaman. V večini današnjih delavnic so strojna oprema, orodje in programi za strojno obdelavo prisotni in zmogljivi. V skladu s tem so ljudje postali pomemben element proizvodne učinkovitosti. Skupaj z napredno miselnostjo je danes treba znati brati postopek strojne obdelave; ne z delom pred računalnikom, pač pa tako, da stojite pri stroju, mu prisluhnete in spremljate celoten postopek. Na splošno bo postopek prikazal svoje stanje na enak način, kot lahko poslušate človekov srčni utrip in presodite, ali je dober ali ne. Tega občutka ne morete izračunati s formulo. Pomembno je, da veste, kaj iskati, in poznate ugodne dejavnike v obdelovalnem okolju. Družba Seco nudi mnoge oblike strokovnega usposabljanja, poučevanja strojne obdelave in podpore. Ko imajo zaposleni v delavnicah pravo miselnost, jim družba Seco lahko pomaga pri učenju in uporabi znanja, ki ga potrebujejo, če želijo biti uspešni. Sestavil: Patrick de Vos, vodja poslovnega razvoja in strokovnega izobraževanja, oddelek za svetovanje v družbi Seco