






















Biokompozit iz recikliranega polipropilena in odpadnega papirja
25.04.2022
V prispevku vam bomo predstavili razvoj biokompozita iz matrice iz recikliranega polipropilena (rPP), ki ga je dobavilo podjetje TAB-IPM d.o.o. in ojačevala odpadnega papirja, ki ga je dobavilo podjetje Papirnica Vevče Proizvodnja d.o.o., ki sta kompatibilizirana s polipropilenom graftiranim z malein anhidridom (PP-g-MA).
Kompavndiranje smo izvedli na dvopolžnem ekstruderju. V rPP matrico smo dodali 5 % in 10 % odpadnega papirja in 4 % PP-g-MA. Za izvedbo karakterizacije smo s postopkom brizganja pripravili preizkušance, skladne z oblikama ISO 527 tip 1BA in ISO 178 oz. ISO 179. Upogibni E modul se je z višanjem dodatka odpadnega papirja višal (za 15 % in 23 % pri 5 % in 10 % dodanega odpadnega papirja), prav tako tudi maksimalna upogibna trdnost (za 7 % in 10 % pri 5 % in 10 % dodanega odpadnega papirja). Rezultati nateznih in DMA testov kažejo enak trend. Višja togost in hkrati tudi višja trdnost kažeta na dobro kompatibilizacijo biokompozitov. Pri dodatku 10 % odpadnega papirja so se zvišale toplotna prevodnost, udarna žilavost in temperatura degradacije, medtem ko sta tališče in temperatura kristalizacije ostala enaka.
1 UVOD
Polipropilen se pogosto modificira z dodajanjem polnil, z namenom zniževanja cene in zvišanja togosti in trdnosti. Zaradi nizke cene, nizke gostote in visoke togosti so pozornost raziskovalcev pritegnila naravna vlakna, kot so sisal, celuloza, juta, bambus in odpadni papir. Izboljšanje medfazne adhezije med hidrofilnimi naravnimi vlakni in hidrofobnim polipropilenom je ključno raziskovalno vprašanje, ker ima medfazna adhezija med naravnimi vlakni in PP matrico pomembno vlogo pri določanju lastnosti kompozitov [1]. Z uporabo naravnih vlaken kot ojačitev v kompozitih lahko uresničimo zamisel o spreminjanju odpadnih materialov v dragocene biokompozite in s tem omilimo pritisk na varstvo okolja [2].
V zadnjem času je recikliranje PP zelo pomembna tema, predvsem zaradi naraščanja količine PP v termoplastičnih komunalnih odpadkih. Velik del embalaže je namreč izdelan iz PP. Polipropilen graftiran z malein anhidridom kot kompatibilizator v biokompozitih iz naravnih vlaken in polipropilensko matrico omogoča boljšo disperzijo naravnih vlaken v PP matrici in izboljša medfazno adhezijo odpadnega papirja in recikliranega polipropilena. Odpadni papir deluje kot nukleacijsko jedro in zviša stopnjo kristaliničnosti, zviša togost in trdnost ter tudi žilavost biokompozitov na osnovi recikliranega polipropilena [1].
Cilj te študije je bil povišati togost in trdnost rPP z dodajanjem polnil in odpadnega papirja v rPP matrico. Odpadni papir je bil uporabljen brez predhodne obdelave. Pripravili smo štiri različne vzorce s kompavndiranjem in brizganjem. Izvedli smo študijo mehanskih, toplotnih in reoloških lastnosti in jih primerjali z nemodificirano rPP matrico.
2 EKSPERIMENTALNI DEL
Pri eksperimentalnem delu študije smo na podlagi predhodnih raziskav biokompozitov ojačenih z naravnimi vlakni uporabili optimalno količino dodatkov ter nastavitve parametrov pri kompavndiranju in brizganju.
2.1 Uporabljeni materiali
Komercialno dostopen reciklat polipropilena, nam je doniralo podjetje TAB-IPM d.o.o., iz Slovenije. Odpadni papir nam je doniralo podjetje Papirnica Vevče d.o.o. iz Slovenije. Kompatibilizator PP-g-MA (Fusabond P 353) smo kupili od DuPont iz Švice. Lubrikant (Crodamide EBS-MG-(GD)) nam je doniralo podjetje Croda Europe Limited iz Nizozemske. Antioksidant (AT 10) smo kupili pri AMIK ITALIA S.p.A iz Italije.
2.2 Priprava vzorcev
Izdelali smo 4 serije vzorcev in sicer je bil vzorec 0 kot referenca, kjer smo uporabili le rPP, vzorec 1 z dodatkom kompatibilizatorja, lubrikanta in antioksidanta, vzorec 2 z dodanimi 5 % odpadnega papirja in vzorec 3 z dodanimi 10 % odpadnega papirja. V tabeli 1 je prikazana sestava vzorcev.
Tabela 1: Sestava vzorcev za kompavndiranje
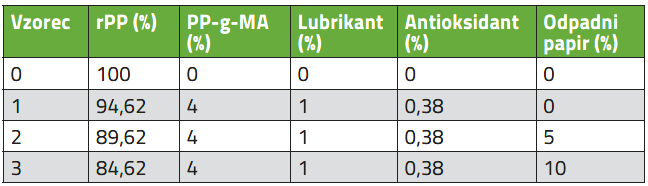
Pred kompavndiranjem smo odpadni papir posušili tako, da je bila vlaga pod 5 %, po kompavndiranju smo biokompozit posušili na vlago pod 0,1 %. Sušenje smo izvedli v laboratorijskem sušilniku pri 80 °C.
Vse vzorce smo najprej kompavndirali na dvopolžnem ekstruderju Labtech LTE 20-44. Premer polžev je bil 20 mm, L/D razmerje 44:1, obrati polžev 400 min-1, temperature cilindra od 165 °C na vstopni coni do 190 °C na šobi. Šoba je imela dve odprtini premera 4 mm. Filamenta smo vodili preko vodne kopeli (15 °C) v granulator Scheer, kjer smo filamenta narezali na dolžino okoli 7 mm.
Brizgali smo na brizgalnem stroju Krauss Maffei KM 50-180 CX. Premer polža je bil 30 mm. Temperaturni profil od 175 °C (vstopna cona) do 190 °C (na šobi). Temperatura orodja je bila 45 °C, čas hlajenja 10 s. Slika 1 prikazuje rPP (levo zgoraj), odpadni papir (desno zgoraj), granulat biokompozita (rPP in 10 % odpadnega papirja z dodatki) (na sredini), brizgani vzorci (spodaj).

Slika 1: Reciklat polipropilena, odpadni papir, granulat biokompozita z 10 % odpadnega papirja in brizgani vzorci za testiranje
2.3 Laboratorijski testi
Vse laboratorijske teste smo opravili v laboratorijih na Fakulteti za tehnologijo polimerov v Slovenj Gradcu.
Upogibne in natezne teste smo izvedli na trgalnem stroju Shimadzu AG-X plus 10 kN. Upogibne teste smo izvedli skladno z ISO 178. Razmik spodnjih podpor je bil 64 mm, hitrost testiranja pa 2 mm/min. Natezne teste smo izvedli skladno z ISO 527. Razmak čeljusti je bil 50 mm, hitrost testiranja do raztezka 0,25 % je bila 1 mm/min, nad 0,25 % do pretrga pa 50 mm/min.
Dinamične mehanske analize (DMA) smo izvedli na Perkin Elmer DMA 8000. Vzorce smo testirali na upogib z dvojno prižemo s frekvenco 1 Hz, amplitudo 0,02 mm in do 170 °C. Hitrost segrevanja je bila 2 °C/min.
Termogravimetrične analize (TGA) smo izvedli na instrumentu Perkin Elmer TGA 4000. Vzorec smo segrevali od 40 °C do 550 °C, s hitrostjo segrevanja 10 °C/min, v dušikovi atmosferi (20 mL/min), nato pa izotermno držali pri 550 °C 5 min v kisikovi atmosferi (20 mL/min).
Diferenčno dinamično kalorimetrijo (DSC) smo izvedli na kalorimetru Mettler Toledo DSC 2 skladno z ISO 11357. Hitrost segrevanja in ohlajanja je bila 10 °C/min. Vzorce smo segrevali od 0 °C do 180 °C, pri 180 °C je sledil izotermni segment 5 min. Potem smo jih ohlajali od 180 °C do 0 °C, kjer je sledil izotermni segment pri 0 °C 5 min. Potem so se vsi koraki še enkrat ponovili. Vrednotili smo temperaturo kristalizacije (Tc), entalpijo kristalizacije (DHc), tališče (Tm) in talilno entalpijo (DHm) iz ohlajanja in drugega segrevanja. Izračunali smo stopnjo kristaliničnosti iz talilne entalpije drugega segrevanja (Enačba 1). Za talilno entalpijo 100 % kristaliničnega PP smo vzeli vrednost 207 J/g [3].
Xc = (ΔHm/ΔH0m) x (m. % rPP) (1)
kjer je Xc (%) stopnja kristaliničnosti, ΔHm (J/g) talilna entalpija drugega segrevanja, ΔH0m (J/g) talilna entalpija 100 % kristaliničnega PP in m. % rPP (%) masni odstotek rPP v biokompozitu oz. mešanici.
Preizkus udarne žilavosti smo izvedli po Charpy-ju na LY-XJJD5 s 5 J kladivom skladno z ISO 179. Vzorci so bili širine 10 mm in debeline 4 mm, razdalja med podporama je bila 60 mm. Pri vsakem vzorcu smo izmerili 10 paralelk in izračunali povprečje in standardni odmik.
Meritve indeksa tečenja taline smo izvedli na LIYI MFI LY-RR skladno z ISO 1133, pri temperaturi 200 °C z 2,16 kg utežjo. Pri vsakem vzorcu smo izmerili 3 paralelke in izračunali povprečje in standardni odmik.
3 REZULTATI
Dodatki v rPP matrici (antioksidant, lubrikant in kompatibilizator) zvišajo upogibni E modul (Ef) in upogibno trdnost (σfM) in hkrati znižajo raztezek pri upogibni trdnosti (ɛfM) (Sliki 2, 3). Dodatek odpadnega papirja v rPP z ostalimi dodatki še dodatno zviša Ef in σfM biokompozitu in še dodatno zniža ɛfM biokompozita. Najvišjo upogibno togost in trdnost ima biokompozit z dodanimi 10 % odpadnega papirja. 10 % dodatek odpadnega papirja zviša upogibno togost za 23 % in upogibno trdnost za 10 %, kot posledica dobrih medfaznih interakcij med odpadnim papirjem in rPP zaradi kompatibilizatorja PP-g-MA.
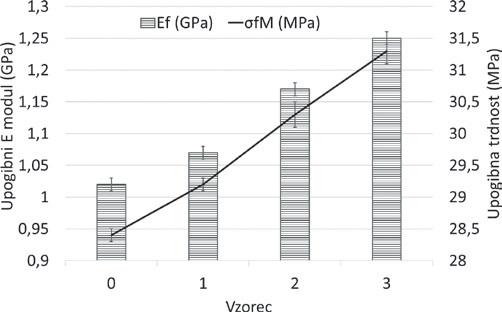
Slika 2: Upogibni E modul in upogibna trdnost
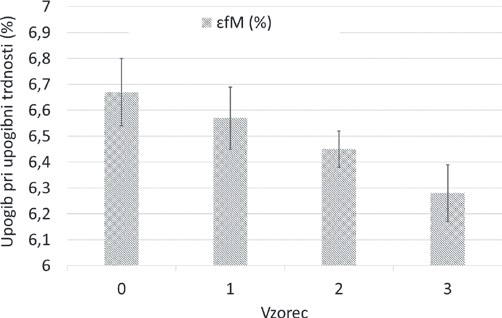
Slika 3: Raztezek pri upogibni trdnosti
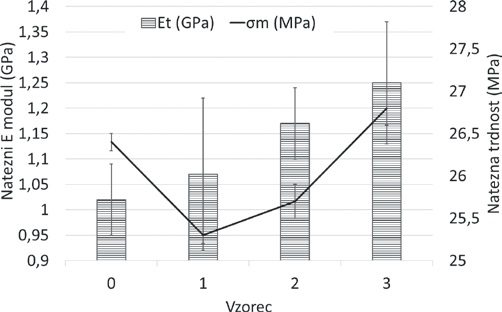
Slika 4: Natezni E modul in natezna trdnost
Dodatki v rPP matrici zvišajo natezi E modul (Et), znižajo natezno trdnost (σm), raztezek pri natezni trdnosti (ɛm) in raztezek pri pretrgu (ɛtb) (Sliki 4, 5). Pri biokompozitu z dodanimi 10 % odpadnega papirja se natezna togost poviša za 26 % in natezna trdnost za 2 % kot posledica dobrih medfaznih interakcij med odpadnim papirjem in rPP zaradi kompatibilizatorja PP-g-MA. Zaključimo lahko, da je PP-g-MA dober kompatibilizator za rPP in odpadni papir. Zelo dobre medfazne interakcije so se potrdile tudi pri DMA meritvah.
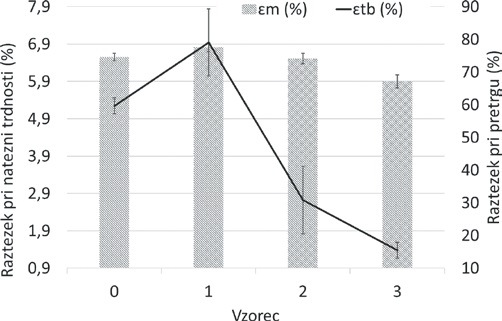
Slika 5: Raztezek pri natezni trdnosti in raztezek pri pretrgu
Dodatki v rPP matrici (antioksidant, lubrikant in kompatibilizator) zvišajo dinamični E modul (E´) v celotnem temperaturnem intervalu. Najvišji vpliv na E´ je od sobne temperature do 80 °C, ker je rPP matrica že deloma degradirana. Dodatek odpadnega papirja v rPP z ostalimi dodatki še dodatno zviša E´ biokompozitu (Slika 6).
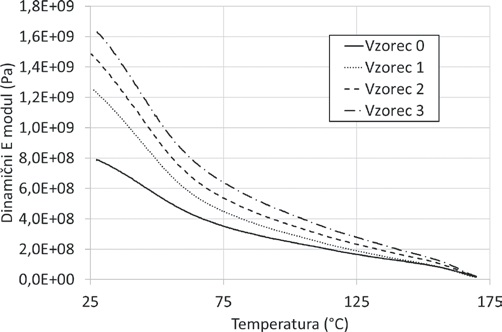
Slika 6: Dinamični E modul v odvisnosti od temperature
Najvišji E´ dobimo pri biokompozitu z dodanimi 10 % odpadnega papirja. Tako kot pri upogibnih in nateznih testih, se je tudi pri DMA testu potrdila domneva, da dobro dispergirani delci kompatiblilizatorja PP-g-MA zvišajo medfazne interakcije med odpadnim papirjem in rPP matrico.
Faktor izgub (Slika 7) vzorca 0 je najvišji do temperature 54 °C, potem je najvišji za vzorec 1 in 2. Vzorec 3 ima najnižji faktor izgub do temperature 65 °C, potem je do temperature 85 °C faktor izgub enak vzorcu 0, od temperature 85 °C do 125 °C doseže faktor izgub vrh pri temperaturi 111 °C. Pri temperaturi 85 °C pride do α relaksacije, kar je lepo vidno s pojavom rame pri krivulji faktorja izgub. Položaj rame se z višanjem deleža odpadnega papirja premika k višjim temperaturam. Lahko zaključimo, da odpadni papir v kombinaciji s kompatibilizatorjem PP-g-MA zavira relaksacijo rPP in sicer gre tu po vsej verjetnosti za reorientacijo napak v kristalni strukturi rPP.
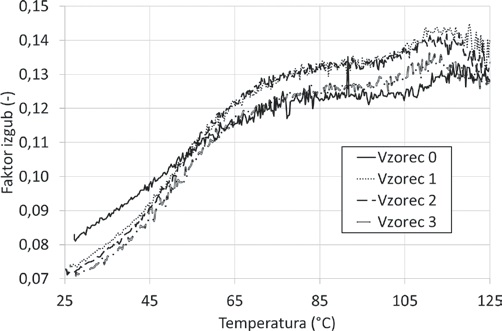
Slika 7: Faktor izgub v odvisnosti od temperature
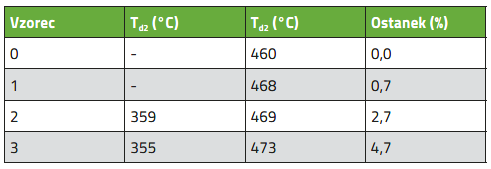
TGA analiza prikazuje enostopenjski razpad vzorcev 0 in 1. Temperatura degradacije se poviša pri vzorcu 1 zaradi dodatkov (antioksidant, lubrikant in kompatibilizator). Pri biokompozitih z dodanim odpadnim papirjem dobimo dvostopenjski razpad. Prvi razpad pri nižji temperaturi je razpad celuloznih vlaken v odpadnem papirju, drugi pri višji temperaturi je razpad rPP matrice z dodatki. Drugi razpad se premakne glede na vzorca brez odpadnega papirja k višjim temperaturam. Pri vzorcih 2 in 3 je bilo v odpadnem papirju 54 % in 47 % anorganskih polnil (Tabela 2). Dodatki in odpadni papir zvišajo temperaturo degradacije rPP zaradi dobrih madfaznih interakcij med odpadnim papirjem in rPP matrico, kar je skladno z upogibnimi, nateznimi in DMA rezultati.
Tabela 2: Rezultati TGA analiz
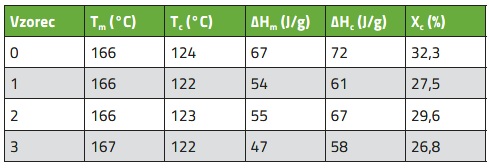
Dodatki v rPP matrici (antioksidant, lubrikant in kompatibilizator) ne vplivajo niti na tališče niti na temperaturo kristalizacije, znižata pa se talilna entalpija in entalpija kristalizacije (Tabela 3). Po vsej verjetnosti delujejo dodatki kot sterične ovire za razvoj kristaliničnih domen. Pri dodanih 5 % odpadnega papirja ostaneta tališče in temperatura kristalizacije nespremenjeni, zvišata se entalpiji in tako tudi stopnja kristaliničnosti na 30 %. Pri dodanih 10 % odpadnega papirja ostaneta tališče in temperatura kristalizacije nespremenjeni, znižata se entalpiji in tako se zniža stopnja kristaliničnosti na 27 %. Iz rezultatov lahko zaključimo, da dodanih 10 % odpadnega papirja že sterično ovira razvoj kristaliničnih domen v rPP, hkrati anorganska polnila v odpadnem papirju (po vsej verjetnosti zelo majhni delci, kar lahko sklepamo iz TGA analize) delujejo kot nukleacijska jedra za rPP in inducirajo heterogeno kristalizacijo rPP.
Tabela 3: DSC rezultati
Dodatki v rPP matrici (antioksidant, lubrikant in kompatibilizator) znižajo udarno žilavost (Slika 8). Dodatek odpadnega papirja udarno žilavost zviša in sicer na višji nivo, kot je pri rPP. Zvišanje udarne žilavosti pri dodatku odpadnega papirja nakazuje na dobre medfazne interakcije med odpadnim papirjem in rPP zaradi dodanega kompatibilizatorja PP-g-MA. Z višanjem dodanega odpadnega papirja nečistoče in polnila v odpadnem papirju vplivajo na slabšo žilavost biokompozita z odpadnim papirjem. Iz meritev vidimo, da je raztros meritev pri rPP najvišji in da tako dodatki kot odpadni papir raztros meritev močno zmanjšajo, kar pomeni, da kompatibilizator homogenizira tudi nečistoče v rPP matrici.
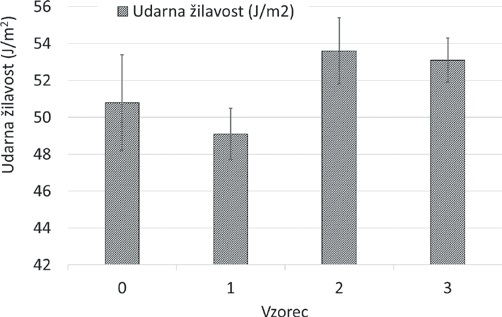
Slika 8: Udarna žilavost vzorcev
Indeks tečenja taline (Slika 9) se pri vzorcu 1, ko dodamo dodatke (antioksidant, lubrikant in kompatibilizator) v rPP zviša. Znižanje indeksa tečenja taline z dodajanjem odpadnega papirja nakazuje višanje viskoznosti taline z višanjem deleža dodanega odpadnega papirja.
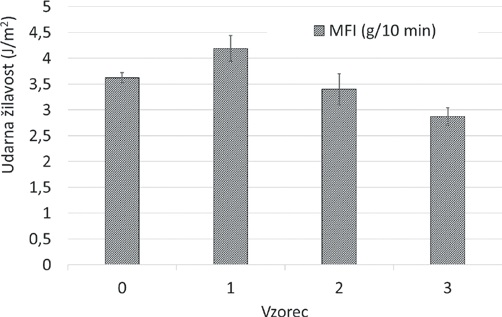
Slika 9: Indeks tečenja taline
4 SKLEP
V okviru raziskave smo testirali biokompozit, pripravljen iz rPP, odpadnega papirja in z dodatkom kompatibilizatorja PP-g-MA. Togost in trdnost biokompozita z odpadnim papirjem in PP-g-MA sta višji v primerjavi z rPP. Višja togost in trdnost potrjujeta dobre interakcije med sestavinami biokompozita po zaslugi kompatibilizatorja PP-g-MA. Rezultati DMA analize potrjujejo izsledke nateznih in upogibnih testov. Toplotna stabilnost biokompozitov z odpadnim papirjem je višja v primerjavi z rPP. Tališče in temperatura kristalizacije se pri biokompozititih z odpadnim papirjem glede na rPP ne spremenita. Stopnja kristaliničnosti biokompozitov je nižja glede na rPP. Udarna žilavost se zniža po dodatku antioksidanta, lubrikanta in kompatibilizatorja, po dodatku odpadnega papirja se zviša nad nivo rPP matrice. Indeks tečenja taline se po dodatku antioksidanta, lubrikanta in kompatibilizatorja zviša, po dodatku odpadnega papirja se zniža pod nivo rPP matrice. Kljub nižjemu MFI je biokompozit še vedno primeren za brizganje kosov tudi z dolgimi potmi tečenja taline.
Odpadni papir skupaj s kompatibilizatorjem PP-g-MA v rPP matrici zviša togost, trdnost, udarno žilavost in zviša toplotno stabilnost zaradi dobre medfazne adhezije med odpadnim papirjem in rPP. Novi biokompoziti so primerni za aplikacije, kot so tehnični izdelki, ki zahtevajo višjo togost, trdnost in toplotno stabilnost kot jih ima polipropilen oz. reciklirani polipropilen.
V letu 2021 smo z nadgradnjo te študije izdelali biokompozit iz recikliranega polipropilena in z dodatkom odpadnega papirja ter dodatkom kompatibilizatorja PP-g-MA izdelali večjo količino biokompozita za izvedbo ničte serije brizganih kolutov za filament za 3D tisk za podjetje Azurefilm (Slika 10). S tem smo premostili pereči problem industrije ob pomankanju termoplastov na trgu, ker smo iz recikliranega visokotonažnega termoplasta izdelali inženirski biokompozit, primeren za zahtevne aplikacije – nadomestili smo namreč polikarbonat pri kolutih za filament za 3D tisk.

Slika 10: Koluta iz biokopomozita rPP/odpadni papir/PP-g-MA za filament za 3D tisk
Viri:
[1] Zhidan, L., Chao, C., Zixian, G., Shaozao, T., Xiuju, Z.: A Compatibilized Composite of Recycled Polypropylene Filled with Cellulosic Fiber from Recycled Corrugated Paper Board: Mechanical Properties, Morphology, and Thermal Behavior, Journal of Applied Polymer Science, Vol. 122 (2011) No.4, pp. 2789-2797.
[2] Scholten, A., Meiners, D.: Use of Recycled Waste Paper as Fiber Reinforcement for Polypropylene –Relationship of Fiber Extraction Process and Mechanical Properties of the Composites, AIP Conference Proceedings 2055, Wagenknecht, U., Pötschke, P., Wiessner, S., Gehde, M. (Ed.), pp. 050006-1-050006-5, ISBN 978-0-7354-1783-0, Dresden, june 2017, AIP Publishing, (2019)
[3] M. Wagner, M. Wagner, Thermal Analysis in Practice, 2017.
Prispevek »BIOKOMPOZIT IZ RECIKLIRANEGA POLIPROPILENA IN ODPADNEGA PAPIRJA« je nastal v okviru razvojno-raziskovalnega programa CEL. KROG: »Izkoriščanje potenciala biomase za razvoj naprednih materialov in bio-osnovanih produktov« (številka pogodbe: OP20.00365), sofinancirano s strani Republike Slovenije, Ministrstvo za izobraževanje, znanost in šport ter Evropske Unije, Evropski sklad za regionalni razvoj, 2016–2020. ter v okviru projekta START CIRCLES, ki ga vodi Gospodarska zbornica Slovenije, kjer je Fakulteta za tehnologijo polimerov partner.
Avtorji:
Silvester Bolka,
Teja Pešl,
Rebeka Lorber,
Tamara Rozman,
Rajko Bobovnik,
Miroslav Huskić
Fakulteta za tehnologijo polimerov