






















Napredne metode nadzora obločnega varjenja in navarjanja.
02.12.2022
V prispevku napredki v tehnologiji nadzora procesa MIG/MAG varjenja, na primeru 3D navarjanja (angl. Wire Arc Additive Manufacturing, WAAM). Glavni izzivi MIG/MAG varjenja in navarjanja so v doseganju ustreznih dimenzij varkov, stabilnosti in robustnosti procesa, brez napak. Predstavljen je sistem za WAAM, zasnovan v Laboratoriju za varjenje, skupaj s krmilnim sistemom, ki je bil razvit za reševanje omenjenih izzivov. Rezultati tekočih raziskav kažejo, da je za povečanje robustnosti in večjo geometrijsko stabilnost varkov potrebno on-line krmiljenje procesa. Zagotavljanje ponovljive geometrije posameznih varkov se zagotovi z regulacijo medvarkovne temperature. Razvit sistem regulacije izniči kopičenje toplote v varjencu in s tem posedanje posameznih slojev in degradacijo geometrije končnega izdelka. V nadaljevanju je predstavljen sistem za nadzor oddaljenosti MIG/MAG gorilnika od varjenca. Regulacija oddaljenosti se izvaja na podlagi meritev jakosti električnega toka in obločne napetosti in je sorodna AVC regulaciji pri TIG varjenju. Do sedaj se regulacija oddaljenosti MIG/MAG gorilnika še ni izvajala prek merjenja električnih parametrov obloka.
V strojništvu se v zadnjem času pogosto govori o aditivnih tehnologijah kovin. Te tehnologije omogočajo izdelavo izdelkov z nalaganjem materiala sloj za slojem, za razliko od konvencionalnih izdelovalnih tehnologij, ki temeljijo na odnašanju materiala [1]. Obločno navarjanje z žico (ang. WAAM - Wire and Arc additive Manufacturing) je aditivna tehnologija, ki temelji na že obstoječih obločnih varilskih postopkih. Z WAAM sicer ni mogoče doseči tako visokih dimenzijskih toleranc kot pri prašnih sistemih (npr. SLM), omogoča pa doseganje mnogo večjih produktivnosti. [2]. Danes WAAM omogoča izdelavo izdelkov iz titanovih, aluminijevih in nikljevih zlitin ter jekla [4], pogosto se uporablja v letalski industriji [5]. V primerjavi s konvencionalnimi tehnologijami, ki temeljijo na odnašanju materiala, ta tehnologija zmanjša izdelovalne čase za 40 % do 60 % in čase končnih obdelav za 15 % do 20 %, odvisno od velikosti komponente [6].
Omogoča izdelavo srednjih do velikih kovinskih izdelkov, teoretično celo neomejenih velikosti [7]. V splošnem je postopek prepoznan kot aditivna tehnologija, ki omogoča izdelavo skoraj-končne oblike izdelka. To pomeni, da je po navarjanju, odvisno od končne aplikacije, potrebna še naknadna fina obdelava z odrezavanjem. V primerjavi z ostalimi kovinskimi aditivnimi tenhologijami je WAAM drastično cenejša tehnologija. To je zaradi zaradi nizke cene dodajnega materiala, in ker je osnovna oprema za WAAM že zrela varilska tehnologija tehnologija [6,8,9].
Sistemi za navarjanje so sestavljeni iz vira varilnega toka in manipulatorja. Manipulator je običajno industrijski robot ali več osni CNC stroj (slika 1), obstajajo pa tudi komercialno dostopni namenski WAAM sistemi [11]. Največkrat se uporablja MIG/MAG varilni postopek. Produktivnost se giba med 1 kg/h in 9,5 kg/h, ki so jo z uporabo dveh žic dosegli Filomeno in sodelavci [12]. To naredi postopek primeren za hitro izdelavo izdelkov velikih gabaritov [2].
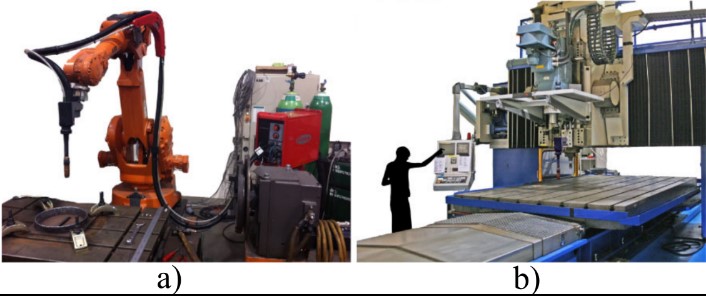
Slika 1: a) 6-osna robotska in b) 3-osna CNC konfiguracija sistema za navarjanje.
Hitrost odvoda toplote iz izdelka ima ključen vpliv na geometrijo in mikrostrukturo navarov. Pri hitrem odvodu toplote, talina hitro zamrzne in nastanejo ozki in visoki varki drobnozrnate mikrostrukture. Nizek odvod toplote povzroči razlivanje varkov (nizki in široki) grobozrnate mikrostrukture [13].
Slika 2 prikazuje tri tipične pogoje, ki vplivajo na prenos toplote iz izdelka v okolico. Pri navarjanju prvega varka pride do primarno prevoda toplote iz varka v podlago. Pri navarjanju višjih slojev tanke stene se delež odvoda toplote v podlago zmanjša, poveča pa se prenos toplote v okolico preko sevanja in konvenkcije. Tak odvod toplote je počasnejši. Pri navarjanju debelostenskih izdelkov pa se poleg sevanja in konvekcije v okolico pojavi še večji delež odvoda toplote s prevodom v sosednje varke.
Eden od izzivov pri postopku WAAM je njegova občutljivost na spremembe procesnih parametrov. Odklon od nominalnih vrednosti parametrov povzroči neželen odklon od višine in širine navarjenih plasti [6,14]. Eden od načinov zagotavljanja ustrezne geometrije zadnjega sloja pred nanosom novega je nanos sloja s predvideno nadmero in odrezavanjem po vsakem sloju. Vendar dodajanje vmesne operacije poveča kompleksnost postrojenja, čas in stroške izdelave [15].
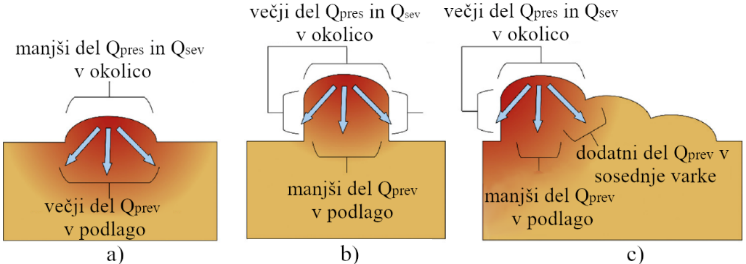
Slika 2: Tipični pogoji ohlajanja pri več varkovnem navarjanju [4]
SISTEM ZA NAVARJANJE
V Laboratoriju za varjenje Fakultete za strojništvo smo razvili napredni sistem za navarjanje, prikazan na sliki 2. Za sistem so bile razvite nadgradnje, ki omogočajo večjo stabilnost procesa: a) sistem za brez dotično regulacijo medvarkovne temperature b) sistem za nadzor oddaljenosti gorilnika varjenca ter sistem za adaptivno generacijo poti navarjanja. Dodatno je trenutno v intenzivnem razvoju 3D skenirni sistem. Ta bo omogočal rekonstrukcijo površine vara, zvarnega stika, poškodovane površine pred navarjanjem, ipd.
Brez dotična regulacija temperature omogoča krajše čase izdelave in večjo geometrijsko ponovljivost varkov zaradi stabilnejšega odvoda toplote. Sistem za nadzor oddaljenosti gorilnika omogoča stabilnejši proces, sorodno TIG AVC krmiljenju. Sistem za adaptivno generacijo poti navarjanja pa zagotavlja geometrijsko točnost končnih izdelkov. Delovanje posameznega sistema je opisano v sledečih poglavjih.
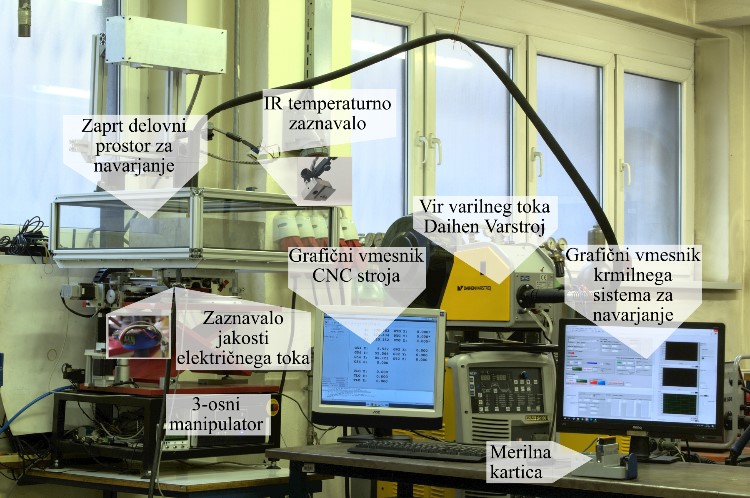
Slika 3: Sistem za navarjanje, razvit v Laboratoriju za varjenje.
Vir varilnega toka in manipulator
Sistem za navarjanje je sestavljen iz vira varilnega toka in CNC pozicionirnega sistema, ki omogoča pomike gorilnika v treh različnih oseh. Na pomično mizo CNC stroja je bila nameščena zaščitna posoda, ki ščiti stroj in okolico pred UV sevanjem in izbrizgi taline med procesom varjenja. Obdelovalna površina je električno izolirana od ostalih delov stroja. Poleg CNC sistema se v Laboratoriju za varjenje razvija tudi napredni fleksibilni robotski sistem za navarjanje
Uporabi se lahko več različnih MIG/MAG (ali sorodnih) virov varilnega toka. V LAVAR je bil za navarjanje uporabljen MIG/MAG varilni stroj z inverterskim sinergetskim virom varilnega toka WELBEE P500L proizvajalca Daihen Varstroj. Uporabljeni varilni programi so bili DC Pulse in DC Low Spatter. DC Low Spatter deluje v kratkostičnem režimu prehoda materiala skozi oblok z dinamično karakteristiko, ki omogoča varjenje z nizkim vnosom energije pri nizkih jakostih varilnega toka. DC Pulse deluje v pulznem režimu prehoda materiala skozi oblok. Poleg tega lahko sistem obratuje tudi s Fronius CMT virom varilnega toka. (Uporabljeni varilni programi: CMT, CMT + Pulse in CMT Pulse)
Brez dotična regulacija medvarkovne temperature
Nad gorilnikom je z magnetnim gibljivim nosilcem, nameščen brez dotični IR merilnik temperature. Ta meri povprečno temperaturo površine v svojem ozkem vidnem polju. Zaznavalo je zaprto v robustnem ohišju z avtomatsko loputo, ki se zapre med varjenjem, da zaščiti pirometer pred izbrizgi, iskrenjem in dimom. Po navarjanju sloja, se loputa odpre in zaznavalo toliko časa skenira teme navara, dokler ni temperatura po celotni opazovani površini nižja od želene. Takrat se loputa zapre in krmilnik zaznavala pošlje CNC krmilniku ukaz za navarjanje naslednjega sloja.
Za merjenje medvarkovne temperature je uporabljen IR termometer MLX90614, umerjen za merjenje temperature od -70 do 380 °C. Zaznavalo ima lečo, ki mu daje zorni kot 5°, kar omogoča natančno merjenje relativno majhnih površin z večjih razdalj.
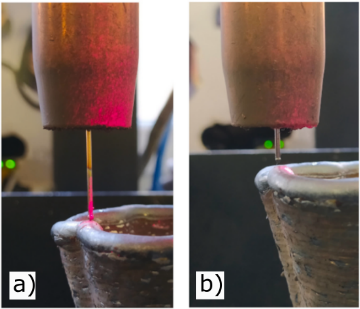
Slika 4 kaže primerjavo končne geometrije dveh izdelkov. Prvi izdelek 4a) je izdelan brez regulacije medvarkovne temperature, s prekratkim časom pavze med dvema slojema. Posledica je neželeno posedanje izdelka in napačna končna geometrija. V drugem primeru 4b) je uporabljen krmilnik medvarkovne temperature. Slika 4c prikazuje dobro ujemanje geometrije izdelka s CAD modelom pri navarjanju z regulacijo temperature.
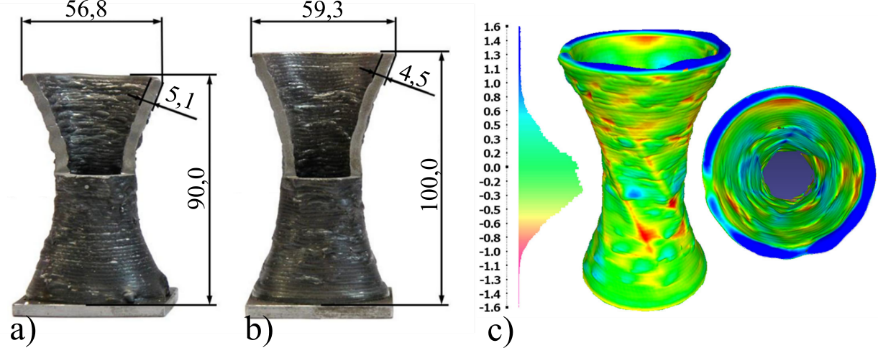
Slika 4: a) Demonstracijski izdelek izdelan: a) s prekratkim časom pavze, b) z regulacijo medvarkovne temperature in c) primerjava med navarjenim izdelkom z regulacijo medvarkovne temperature in CAD modelom. [13]
Regulacija oddaljenosti gorilnika od varjenca
Ohranjanje oddaljenosti gorilnika od varjenca je pomembno za zagotavljanje stabilnosti procesa. Prekomerna oddaljenost slabša kakovost zaščitne atmosfere, v skrajnem primeru pa se zaradi nezmožnosti vžiga obloka proces ustavi. Premajhna razdalja med gorilnikom in varjencem povzroča preveliko količino sprijetih obrizgov na kontaktni in plinski šobi. V skrajnem primeru pa se proces zaradi kolizije med gorilnikom in varjencem ustavi.
Pri TIG varjenju je že krmilnik dolžine obloka že zrela tehnologija. Razvit je bil soroden sistem, ki omogoča nadzor oddaljenosti MIG/MAG gorilnika od varjenca. Prosti konec žice je del varilne žice, od kontaktne šobe do varjenca oz. obloka (Slika 5a) in po njem teče električni tok. Električni tok teče po kablu (masi) do kontaktne šobe, kjer se prenese na varilno žico. Notranja regulacija vira varilnega toka skuša držati dolžino obloka konstantno. Pri konstantni dolžini obloka je električna upornost med varjenjem sestavljena iz konstantne električne upornosti obloka in spremenljive električne upornosti prostega konca žice. Dolžina prostega konca žica se po vsakem navarjenem sloju spremeni, ker višina navara zaradi narave procesa ni konstantna. Spremembe električne upornosti zaradi variacij v dolžini prostega konca varilne žice vodijo do sprememb v jakosti električnega toka in obločni napetosti.
Relacija med obločno napetostjo oz. jakostjo električnega toka in dolžino prostega konca žice se je določila eksperimentalno. Na ploščo so se navarjali ravni varki, kjer se je za vsak sosednji varek dolžina prostega konca žice povečala za 1 mm. Prvotna dolžina je bila 8 mm, končna pa 26 mm. Slika bb) kaže odvisnost med dolžino prostega konca žice in jakostjo varilnega toka oz. obločno napetostjo. Na podlagi empiričnih rezultatov, je bil razvit krmilnik, ki med navarjanjem ohranja konstantno razdaljo med gorilnikom in izdelkom, ki se navarja.
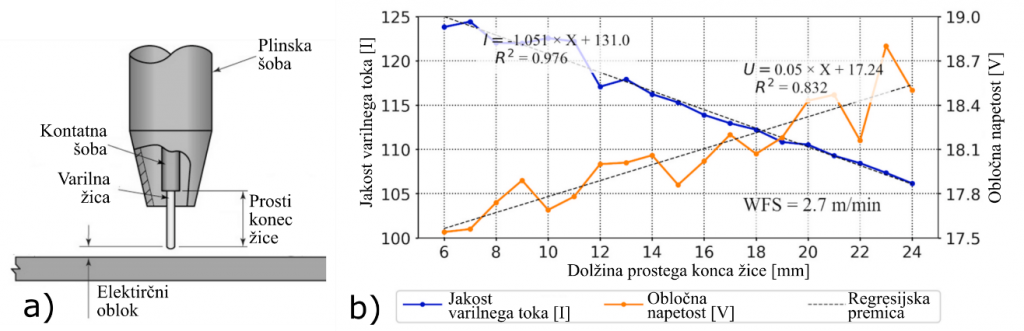
Slika 5: a) Prikaz prostega konca žice v MIG/MAG gorilnik, b) odivsnost jakosti varilnega toka in obločne napetosti od dolžine prostega konca žice
Krmilnik na podlagi meritev električnih karakteristik med navarjanjem izračuna višino predhodno navarjenega sloja. To omogoča ustrezen pomik gorilnika po Z osi v naslednji sloj. To je pomembno, ker se brez nadzora napake višine sloja akumulirajo. Razdalja med gorilnikom in varjencem se tudi pri navarjanju kompleksnih geometrij in visokih izdelkov ohranja konstantna, kot kaže slika 6.
Na sliki 6 so prikazani demonstracijski izdelki, kjer je bil CAD model visok 160 mm. Izdelki so bili navarjeni: brez (Slika 6a) in z regulacijo oddaljenosti gorilnika (Slika 6b). Jasno se vidi razlika v končni višini izdelkov, primerjava geometrije izdelkov s CAD modelom pa je prikazana na sliki 6c) in 6d).
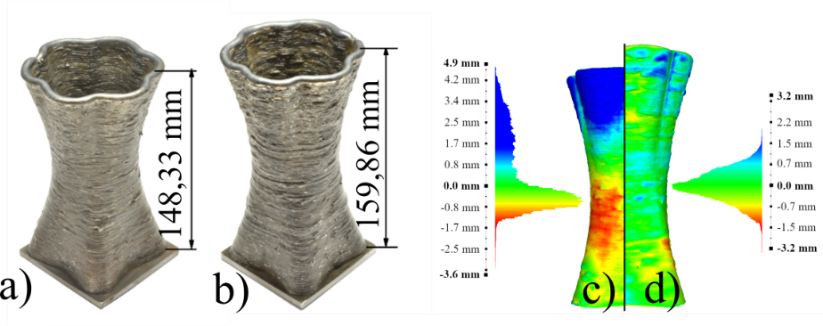
Slika 6: Demonstracijski kosi izdelani: a), c) brez regulacije in b), d) krmiljenje oddaljenosti gorilnika od varjenca. Barvna slika predstavlja primerjavo izdelka s CAD modelom.
Slika 7 prikazuje primerjavo med oddaljenostjo gorilnika od varjenca po navarjanju 100 slojev 7a) brez regulacije, 7b) z regulacijo. Pri izdelku, narejenem brez regulacije oddaljenosti šobe od varjenca se akumulira napaka višine posameznega sloja, kar privede do prenizke ali previsoke višine končnega izdelka. Z uporabo regulacije oddaljenosti gorilnika od varjenca je končni rezultat geometrija, ki se dobro ujema s CAD modelom.
Slika 7: Primerjava oddaljenosti šobe od varjenca po navarjanju 100 varkov. a) brez regulacije, b) z regulacijo oddaljenosti šobe od varjenca.
ZAKLJUČEK
Zagotavljanje stabilnosti procesa WAAM zahteva interdisciplinaren pristop, kjer so ključna znanja iz varilstva, materialov in mehatronike. Rezultati dosedanjega razvoja WAAM sistema kažejo, da je z med-procesnim krmiljenjem možno drastično izboljšati stabilnost procesa in natančnost izdelave. Razvit sistem preko grafičnega vmesnika uporabnika vodi od vhodnega CAD modela do razreza modela na plasti in generacijo g-kode ter nastavitev procesnih parametrov.
1. Pravilen čas pavze med sloji oz. medvarkovna temperatura sta pomembna za zagotavljanje stabilnosti geometrije navarov. Brez regulacije lahko pride do kopičenja toplote v varjencu in posedanja slojev, ali pa do predolgih časov pavze, ki lahko močno podaljšajo proces izdelave. Regulacija medvarkovne temperature izključi potrebo po nastavljanju ustreznega časa pavze med sloji.
2. Merjenje razdalje med gorilnikom in varjencem je možno prek spremljanja električnih parametrov obloka. Krmiljenje razdalje med gorilnikom in varjencem omogoča stabilno navarjanje s konstantno idealno dolžino prostega konca žice.
3. Nadzor oddaljenosti gorilnika od varjenca omogoča točne končne geometrije izdelka. Izniči napake geometrije, ki so posledica akumulacije odstopkov višine posameznega varka od predvidene.
LITERATURA
[1] Dinovitzer M, Chen X, Laliberte J, Huang X, Frei H. Effect of wire and arc additive manufacturing (WAAM) process parameters on bead geometry and microstructure. Addit Manuf 2019;26:138–46. https://doi.org/10.1016/j.addma.2018.12.013.
[2] Rodrigues TA, Duarte V, Miranda RM, Santos TG, Oliveira JP. Current status and perspectives on wire and arc additive manufacturing (WAAM). Materials (Basel) 2019;12. https://doi.org/10.3390/ma12071121.
[3] R. Baker. Method of making decorative articles. US Pat 1925:1–3.
[4] Cunningham CR, Flynn JM, Shokrani A, Dhokia V, Newman ST. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit Manuf 2018;22:672–86. https://doi.org/10.1016/j.addma.2018.06.020.
[5] Wu B, Pan Z, Ding D, Cuiuri D, Li H, Xu J, et al. A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. J Manuf Process 2018;35:127–39. https://doi.org/10.1016/j.jmapro.2018.08.001.
[6] Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove P. Wire + Arc additive manufacturing. Mater Sci Technol (United Kingdom) 2016;32:641–7. https://doi.org/10.1179/1743284715Y.0000000073.
[7] Joosten SK. Printing a stainless steel bridge: An exploration of structural properties of stainless steel additive manufactures for civil engineering purposes. Struct Eng 2015;Master of:213.
[8] Buchanan C, Gardner L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng Struct 2019;180:332–48. https://doi.org/10.1016/j.engstruct.2018.11.045.
[9] Thompson MK, Moroni G, Vaneker T, Fadel G, Campbell RI, Gibson I, et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann - Manuf Technol 2016;65:737–60. https://doi.org/10.1016/j.cirp.2016.05.004.
[10] Relativity Space: Terran 1 n.d. https://www.relativityspace.com/terran (accessed July 23, 2020).
[11] Singh SR, Khanna P. Wire arc additive manufacturing (WAAM): A new process to shape engineering materials. Mater Today Proc 2020. https://doi.org/10.1016/j.matpr.2020.08.030.
[12] Martina F, Ding J, Williams S, Caballero A, Pardal G, Quintino L. Tandem metal inert gas process for high productivity wire arc additive manufacturing in stainless steel. Addit Manuf 2019;25:545–50. https://doi.org/10.1016/j.addma.2018.11.022.
[13] Kozamernik N, Bračun D, Klobčar D. WAAM system with interpass temperature control and forced cooling for near-net-shape printing of small metal components. Int J Adv Manuf Technol 2020. https://doi.org/10.1007/s00170-020-05958-8.
[14] Xiong J, Yin Z, Zhang W. Closed-loop control of variable layer width for thin-walled parts in wire and arc additive manufacturing. J Mater Process Technol 2016;233:100–6. https://doi.org/10.1016/j.jmatprotec.2016.02.021.
[15] Kwak YM, Doumanidis CC. Geometry regulation of material deposition in near-net shape manufacturing by thermally scanned welding. J Manuf Process 2002;4:28–41. https://doi.org/10.1016/S1526-6125(02)70131-X.
[16] Ščetinec A, Klobčar D, Bračun D. In-process path replanning and online layer height control through deposition arc current for gas metal arc based additive manufacturing. J Manuf Process 2021;64:1169–79. https://doi.org/https://doi.org/10.1016/j.jmapro.2021.02.038.
Avtor:
Aljaž Ščetinec- Univerza v Ljubljani, Fakulteta za strojništvo
Damjan Klobčar, Drago Bračun - Univerza v Ljubljani, Fakulteta za strojništvo