






















Analiza tribološke obrabe
07.11.2016
To je četrti v seriji člankov, povezanih z uporabo orodja za rezanje kovin in obremenitev, nastalih pri procesih strojne obdelave. Prvi članek se je osredotočal na osnovne koncepte rezanja kovin in o razmerju med geometrijo orodja, hitrostjo pomika in mehanskimi obremenitvami pri operacijah struženja.
To je četrti v seriji člankov, povezanih z uporabo orodja za rezanje kovin in obremenitev, nastalih pri procesih strojne obdelave. Prvi članek se je osredotočal na osnovne koncepte rezanja kovin in o razmerju med geometrijo orodja, hitrostjo pomika in mehanskimi obremenitvami pri operacijah struženja.
Naslednja dva članka sta bila posvečena analizi mehanskih in toplotnih obremenitev pri rezkanju. V tem članku so opisani medsebojni vplivi med odrezkom in orodjem v okviru teorij tribologije, relativno novega področja rezanja kovin. Tribologija je veda, ki preučuje medsebojne vplive površin v stiku pri določenih temperaturah in tlakih.
Teorije obrabe orodij
Pri procesih rezanja kovin orodje deformira material obdelovanca in ga tako odlomi v obliki odrezkov. Vročina in tlak, ki se tvorita med deformiranjem, povzročata obremenitve in posledično obrabo ali lom orodja. V tradicionalni teoriji obrabe velja, da so okvare posledica trenja med odrezkom in orodjem, ki sta v stiku, vendar nista povezana eden z drugim.
Nedavne raziskave mehanizmov, ki povzročijo okvare rezalnih orodij, pa so pokazale, da so tlaki in temperature pri rezanju kovin, ki nastajajo pri strojni obdelavi materialov obdelovancev za večje obremenitve, taki, da z njimi v okviru tradicionalne teorije obrabe ni mogoče v celoti pojasniti dogodkov pri medsebojnem vplivanju med odrezkom in orodjem.
V okviru triboloških raziskav je bilo ugotovljeno, da v procesu rezanja niso vpleteni samo enkratni strižni dogodki in posledična ločitev odrezka in orodja. Pojavljajo se tudi sekundarni in terciarni stiki ter ločitve. Ko je odrezek odlomljen, se prilepi na cepilno ploskev, nato se odlepi in šele potem zdrsne z orodja. Glavni mehanizem obrabe je torej ponavljajoča izpostavljenost strižnim vplivom, ne trenje.
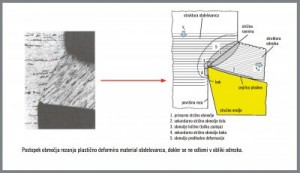
Na slikah 1 in 2 je prikazan postopek rezanja kovin v skladu z definicijo tribologije. Na sliki 1 so prikazane predhodne deformacije materiala obdelovanca v 5. območju. 3. območje je ločitveno območje, imenovano tudi kot točka zastoja, saj je relativno gibanje materiala obdelovanca in orodja v tem območju skoraj nično. Začetno lomljenje je v 1. primarnem strižnem območju, v katerem se material odlomi in se preoblikuje odrezek. Nato pride v 2. sekundarnem strižnem območju odrezek v stik s cepilno ploskvijo. Zaradi visokih tlakov se odrezek prilepi na cepilno ploskev orodja.
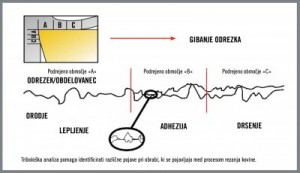
Na 2. sliki je podrobneje predstavljeno dogajanje v 2. območju. V območju A pritiska material obdelovanca ob rezalni rob z izjemno silo in se prilepi na orodje. V območju B se material prilepi na cepilno ploskev. V območju C se odrezek loči od cepilne ploskve in zdrsne vzdolž nje, s čimer je stik med odrezkom in orodjem končan.
Na 1. sliki je prikazano tudi sekundarno lomljenje na bočnem delu orodja v območju 4. Enako zaporedje lomljenja in lepljenja na cepilno ploskev kot v območju 2 poteka tudi na boku. Dogodki v območju 4 povzročajo obrabo bočnega dela orodja, ki je predvidljivejše od obrabe cepilne ploskve v območju 2 in je relativno neškodljivo. Pri nekaterih materialih obdelovancev povzročajo strižne obremenitve v bočnem delu strjevanje površine ali strjevanje obdelovanca, kar ima negativen vpliv na rezalno orodje in obdelovanec.
Tvorjenje nalepka
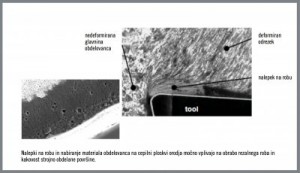
Material obdelovanca se začne na cepilno površino orodja lepiti v tankih plasteh in se nato nalaga v novih plasteh. Proces lahko pripelje do negativnega pojava tvorjenja nalepka. Če se na orodju nabere prevelika količina materiala, lahko spremeni profil rezalnega roba. Nalepek se lahko tudi odlomi in poškoduje rob. Po najbolj črnem scenariju je lahko odvečen material odložen na obdelovanec. V katerem koli od teh primerov postane proces rezanja zaradi nabranega materiala na robu nepredvidljiv in nenadzorovan. Glavno področje tribologije je preučevanje vzrokov za nabiranje nalepkov na robovih in ukrepov, s katerimi je mogoče zmanjšati težavo.
Dva vidika procesa rezanja pripomoreta k lepljenju odrezka na cepilno ploskev. Eden od dejavnikov so izjemno visoki tlaki in temperature, ki obstajajo v območju rezanja. Drug dejavnik je relativno nizka hitrost, s katero se premika odrezek po cepilni ploskvi orodja z začetkom ničelnega gibanja na točki zastoja. Ko sta dva materiala v stiku pod visokim tlakom in pri visoki temperaturi ter je premikanje počasno, so pogoji za zlepljenje teh dveh delov in nastanek nalepkov na robovih popolni.
Za zmanjšanje lepljivosti in možnosti nabiranja nalepkov na robovih je potrebno skrajšanje časa, ko sta odrezek in cepilna površina v stiku. Najenostavnejša rešitev je zvišanje hitrosti rezanja in uporaba ostrejših orodij. Višje hitrosti rezanja skrajšujejo čas, ko sta orodje in material obdelovanca v stiku. Posledične višje temperature, ki pri tem nastajajo, lahko zmanjšajo trdnost kakršnega koli nalepka na robovih ali ga v celoti odpravita. Ostrejša orodja imajo tudi strmejši kot približevanja, ki odrezek prisili, da v določenem obdobju prepotuje daljšo razdaljo, kar pomeni, da se premika hitreje.
Tendence materialov
Tribologija je pozornost pridobila pred kratkim, saj je možnost nastajanja nalepkov na robovih veliko večja, kot pri strojni obdelavi običajnih materialov obdelovancev pred 20 leti. Pojav nastajanja nalepkov na robovih je bil tako znan, vendar pri običajnih materialih, na primer visokoogljičnih jeklih ni bil kritičen problem. Uporaba pravilnih parametrov za strojno obdelavo običajno prepreči adhezijo in nabiranje nalepkov na robovih. Poleg tega ob tem tudi ni težav z materiali, pri katerih nastajajo izjemno kratki odrezki, na primer litim železom. Pri materialih, pri katerih nastajajo dolgi odrezki, je čas stika med odrezkom in orodjem že v osnovi daljši, zaradi česar je nevarnost zlepljenja večja. Pri strojni obdelavi nekaterih materialov, na primer nizkoogljičnih jekel in aluminija, je nevarnost nabiranja nalepkov na robovih večja.
Pomen nalepkov na robovih pride najbolj do izraza pri strojni obdelavi materialov z visoko duktilnostjo, močno adhezijo in abrazivnostjo. Glavni primer so družina materialov, ki so v uporabi v letalski in energetski industriji, med katere sodijo titan, zlitine na osnovi niklja in kovine, odporne na vročino. Dodatni dejavniki, ki spodbujajo nabiranje nalepkov na robovih, so visoki tlaki in visoke temperature, ki nastajajo pri strojni obdelavi žilavih zlitin s slabo toplotno prevodnostjo. Običajno so hitrosti rezanja teh materialov nižje od povprečnih hitrosti.
Poleg zviševanja hitrosti rezanja in ostrenja orodij obstajajo tudi pristopi k nadzorovanju nastajanja nabiranja nalepkov na robovih, ki se osredotočajo na stanje površine orodja. Nekoliko presenetljivo obstajata dve praktično nasprotujoči si šoli z različnimi pristopi k tej temi. Eden od pristopov pravi: »Če je površina orodja bolj gladka, nastaja manj energije, saj odrezek zdrsi po površini orodja. Nižje temperature in manj stika zmanjšujejo nevarnost nabiranja nalepkov na robovih.« V nasprotju s to teorijo je koncept, pri katerem bolj groba površina z grebeni ali profili na ravni mikronov zmanjšuje stik med odrezkom in cepilno ploskvijo, s čimer zmanjšuje tudi adhezijo. Noben pristop ni v celoti dokazan, sta pa lahko v določenih primerih oba učinkovita.
Sklep: napredek v okviru tribologije
Raziskave in teorije tribologije ter tehnologije procesov in orodij, razvite za odpravljanje težav, na primer nabiranja nalepkov na robovih (glejte stransko vrstico), se osredotočajo na doseganje kakovosti proizvodnje strojno obdelanih površin, ki izpolnjuje zahteve strank. Poleg zahtevanih dimenzij in oblik, je grobost obdelave površine pogosto dejavnik na podlagi katerega je ocenjena kakovost izdelka. To še posebej velja za letalsko ali jedrsko industrijo, ker je kakovost površine najpomembnejši dejavnik, saj je lahko pomanjkljiva strojna obdelava povzročitelj razpok v kritičnih delih letal ali objektov za proizvodnjo energije.
Nalepki na robovih povzročijo slabo končno obdelavo površine in so razlog za pogostejšo zamenjavo orodij. Z različnimi pristopi, vključno s tribološkim, je bil opravljen velik korak proti odpravljanju nabiranja in zmanjševanja posledic nalepkov na robovih. Napredek je opazen na področju razmerja med stroški in učinkovitostjo: še posebej stroški za izdelavo enega kvadratnega milimetra pravilno strojno obdelane površine obdelovanca. V zadnjih petih letih se je razmerje med stroški in učinkovitostjo pri končni obdelavi titana izboljšalo skoraj za 20-krat. Napredek pri materialih rezalnih orodij in geometrijah orodij je pripomogel k uspehu, vendar je najpomembnejše pravilno razmerje med tema dvema dejavnikoma. Poznavanje triboloških mehanizmov pri uporabi orodij lahko strojnikom omogoča nadziranje pojavov, na primer nabiranja nalepkov na robovih, in zagotavlja želeno končno obdelavo pri nižjih stroških, s čimer sta izboljšana produktivnost in donosnost.
Stranska vrstica:
Uvedba ugotovitev triboloških raziskav
Inženirji za orodja na podlagi ugotovitev triboloških raziskav razvijajo orodja in postopke strojne obdelave. Na procesnem področju so višje hitrosti rezanja in ostre geometrije rezalnih robov v veliko primerih učinkovit način za preprečevanje nabiranja nalepkov na robovih. Drugačne geometrije orodij, na primer orodja s pozitivnim cepilnim kotom, lahko pomagajo pri preusmerjanju odrezanega materiala stran od obdelovanca.
Plastenja orodij so dokazano primeren način za zmanjševanje adhezije materiala obdelovanca na rezalno orodje. Plastenja z drsno površino, na primer TiN, so tradicionalno uporabljena za lažje odvajanje odrezkov pri strojni obdelavi jekel, diamantne prevleke pa pri aplikacijah strojne obdelave aluminija.
Nedavni razvoj se je na področju zmanjševanja nabiranja nalepkov močno osredotočal na vlogo plastenj. Najnovejša generacija Secovih plastenj Duratomic® CVD z aluminijevim oksidom je ustvarjena na podlagi triboloških načel. Razvojni inženirji so na podlagi poglobljenega poznavanja medsebojnih vplivov med odrezki in rezalnim orodjem prilagodili sestavne dele plastenja.
Še en primer Secovih plastenj, ki so namenjeni zmanjševanju nabiranja nalepkov na robovih, je novo srebrno PVD univerzalno plastenje, razvito za rezalne ploščice MS2050. Plastenje je izjemno odporno na vročino in skoraj v celoti odpravlja nabiranje nalepkov na robovih pri rezanju lepljivih materialov, na primer titana. Brez nabiranja nalepkov na robovih je obstojnosti ploščic 50 odstotkov daljša, delovanje pa je mogoče tudi pri veliko večjih parametrih rezanja v primerjavi z obstoječimi orodji.
V samem središču pozornosti triboloških raziskav je poskus, da bi negativne pojave, na primer nabiranje nalepkov na robovih, spremenili v pozitiven vpliv na produktivnost pri strojni obdelavi. V nekaterih primerih lahko tanka plast materiala obdelovanca na površini rezalnega orodja upočasni obrabo orodja. Cilj je omejitev debeline zaščitne plasti na raven, ki še nima vpliva na geometrijo orodja in tudi ne odstopa od površine orodja.
Zaradi nenehnega uvajanja novih visokozmogljivih zlitin, ki predstavljajo vedno večje izzive za strojno obdelavo, je področje triboloških raziskav izjemno razgibano področje. Razvijalci rezalnih orodij in postopkov strojne obdelave se na podlagi novih smernic, razvitih na triboloških načelih, odzivajo na izzive na inovativne načine in jih tako rešujejo.
Sestavil:
Patrick de Vos, vodja tehničnega izobraževanja, Seco Tools