






















Optično merjenje v podjetju Voestalpine
16.08.2017
Dobavitelj avtomobilske industrije Voestalpine uporablja sistem ATOS Triple Scan za vse proizvodne procese z namenom zagotavljanja kakovosti. Na ta način je podjetje uspelo skrajšati proizvodnji čas in zagotoviti količinsko povečano proizvodnjo.
Podjetje Voestalpine Automotive Components s sedežem v mestu Schwäbisch Gmünd v Nemčiji, je eden od vodilnih proizvajalcev šasij avtomobilov, ki je specializirano za kompleksne šasije in lupine šasij. Priznani proizvajalci avtomobilov, kot so Daimler, Porsche, BMW in Audi zaupajo bogatim izkušnjam podjetja Voestalpine, tako pri testiranju orodij, kot pri serijski proizvodnji pločevinastih delov.
Da bi izpolnjevali visoke zahteve svojih kupcev, podjetje izvaja zagotavljanje kakovosti na vseh proizvodnih procesih in ne samo na končnem izdelku, kot je sicer običajno. Nadzor procesa se začne že pri testiranju orodja, kar rezultira v stalno visoko kakovost in malo količino izmeta.
Natančen in hiter prehod iz orodja na pločevinast del
Da bi zagotovili kakovost v vseh proizvodnih procesih podjetja Voestalpine, so se odločili za optične merilne tehnike. Od leta 2013 podjetje za testiranje orodij in tudi med serijsko proizvodnjo, uporablja optično merilno napravo ATOS Triple Scan proizvajalca GOM.
Dobavitelj proizvede približno 370 različnih sestavnih delov iz pločevine debeline od 0,6 do 2,5 mm, zato med testiranjem orodij vidijo ključne prednost optičnega merjenje. Že med izdelavo orodij za hladno in vroče preoblikovanje, še predno gre v serijsko proizvodnjo, z sistemom ATOS Triple Scan v celoti digitalizirajo prvi izdelek med preizkušanjem.
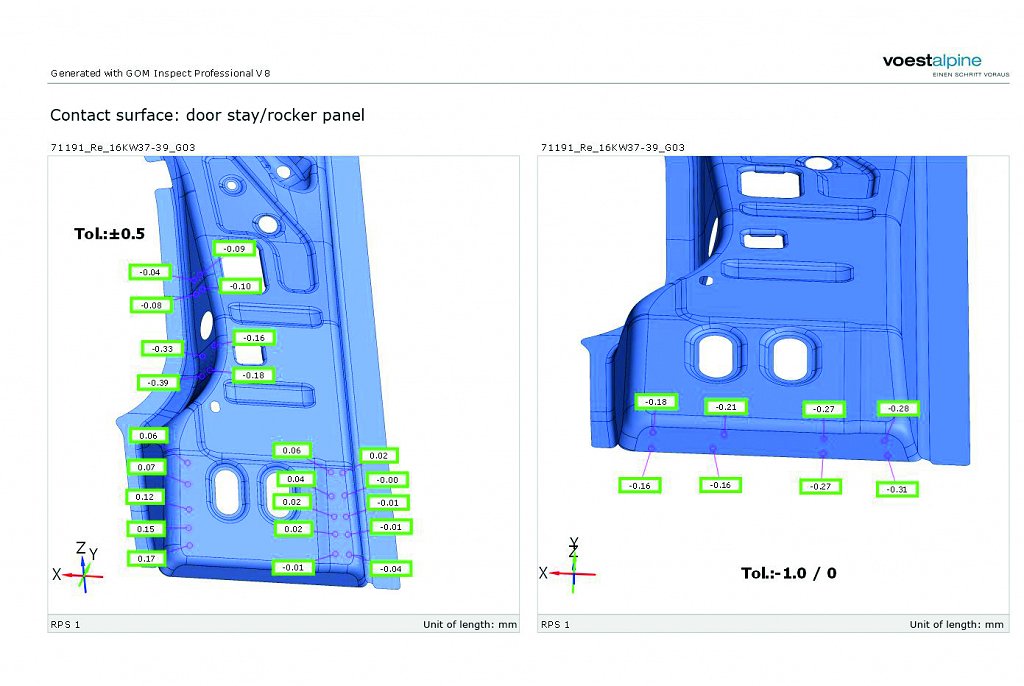
V podjetju Voestalpine opravljajo preverjanje odstopanja s pomočjo programskega paketa GOM Inspect. Zahvaljujoč jasni vizualizaciji je jasno identificirati odstopanja trenutnega stanja od CAD modela.
Takoj je razvidno, če en del ne leži znotraj toleranc in kje je potrebno popraviti orodje. To omogoča hitra popravila orodja in primerjavo s simuliranimi podatki. »Če orodje zahteva le manjša popravila, lahko frezanje izvedemo na podlagi STL modela, ki je podan v merilnem sistemu,« pojasnjuje Daniel Schiller, ki je vodja skupine za merjenje in nadaljuje: »Kadar pa gre za večje korekcije, se rekonstrukcija izvaja na podlagi skeniranih podatkov.« Poleg tega, STL poligonska mreža, ki jo generira sistem ATOS, tvori natančno bazo podatkov idealnih za povratno inženirstvo. Posledično je CAD model orodja vedno posodobljen, trajanje proizvodnega procesa je skrajšano ob tem pa je kakovost dela povečana.
Prednosti: hitri proces, popolni in natančni podatki
Še ena prednost brezkontaktnega merjenja s sistemom ATOS je stalna dostopnost digitaliziranih podatkov. Pri dotičnih metodah je potrebno v naprej določiti merilne točke, vse ostale točke pa niso vključene v rezultat meritve. Sistem ATOS pa izmeri 16 milijonov točk na skeniranje, kar pospeši prpces in zagotovi popolne in natančne podatke. To je pomembna prednost, na primer ko se pojavijo težave ali reklamacije po izdobavi sestavnih delov, so vsi digitalizirani podatki takoj na voljo. Ni nobene potrebe po ponovnem postavljanju in merjenju sestavnega dela. Popolna vizualizacija je uporabna za ročne popravke orodja, ki se izvajajo kasneje. V ta namen merilci iz mesta Schwäbisch Gmünda uporabljajo sistem ATOS Triple Scan, kot mobilno napravo za skeniranje celotnega orodja med njegovo izdelavo. Za to je potrebno sistem odstraniti iz robotske glave in pritrditi na mobilno stojalo, kar pa je mogoče storiti v nekaj minutah.

3D digitalizator ATOS Triple Scan je mogoče uporabljati, kot avtomatiziran ali kot ročni sistem. Merilni sistem lahko hitro prestavimo iz robota na mobilno stojalo.
Preveriti je mogoče pomik in ugotoviti pravilno zapiranje posameznih orodij, kot na primer zgornji in spodnji del orodja in to kar neposredno v proizvodni hali s pomočjo virtualnega sestavljanja.
Avtomatski nadzor serije
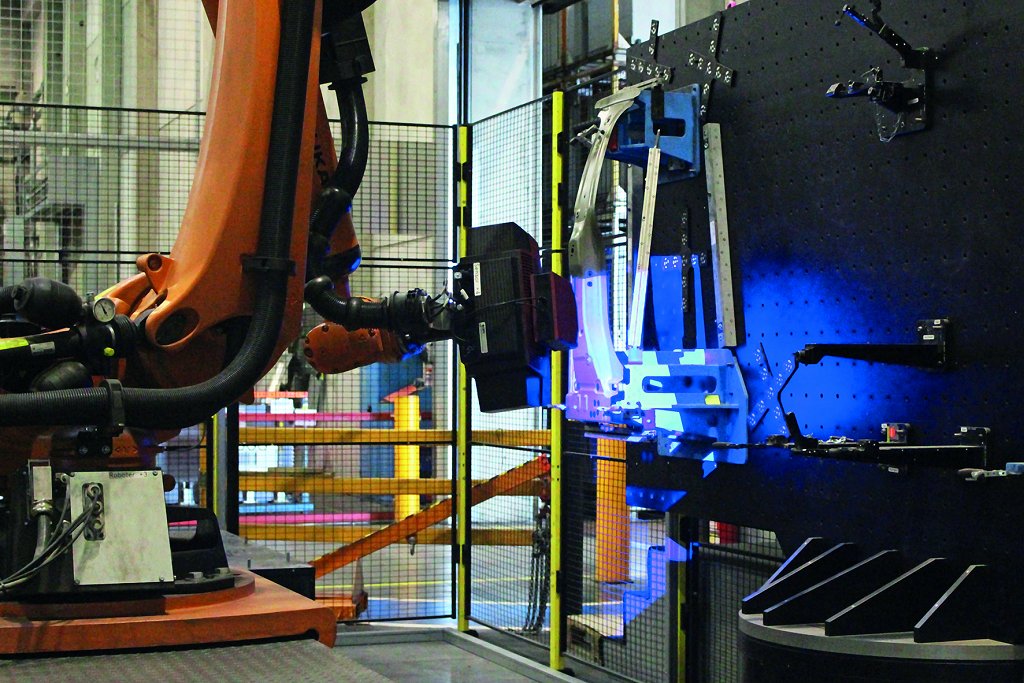
Vendar pa je popolno merjenje orodja s sistemom ATOS le ena od aplikacij uporabe, ki jo izvaja podjetje Voestalpine. Ključni poudarek uporabe je tudi na nadzoru serijske izdelave pločevinastih delov. To je razlog zakaj se robotsko vodeni sistem ATOS nahaja neposredno v halji preoblikovanja pločevine, tako da pločevinaste dele ni potrebno voziti na merjenje v druge prostore.

Daniel Schiller – vodja skupine za meritve v podjetju Voestalpine Automotive Components.
Pri nadzoru serije se meri hladno in vroče preoblikovane dele. Pred pričetkom serijske proizvodnje se določi merilne točke, ki se jih vnese v programski paket GOM Inspect za nadaljnje izvajanje avtomatiziranih meritev. Pri nekaterih pločevinastih delih se preverja tudi 100 ali več merilnih točk. Razlogi za izbiro 3D skenerja za nadzor serijske proizvodnje so poleg števila merilnih točk tudi kompleksnost izdelkov, debelina pločevine in drugo. V popolnost se meri tudi kompleksne geometrije, vključno s tipičnimi značilnostmi, kot so vzorci razporeditve lukenj in obrezovanje.
Zahvaljujoč popolnemu merjenju pločevinastih delov in hitrim postopkom merjenja, ta metoda izpolnjuje vse zahteve podjetja Voestalpine. Vsi oddelki proizvodnje prejmejo poročilo meritev v obliki PDF zapisa. To pomeni, da lahko zaposleni v preoblikovalnih oddelkih kadarkoli odkrijejo ali se izmerjene vrednosti pločevinastega dela nahajajo v tolerančnem območju in izpolnjujejo zahteve glede kakovosti.
Konkurenčna prednost zaradi avtomatizacije procesa
Sedaj se vedno bolj kaže vrednost uporabe 3D skeniranja. Zlasti glede na popolno digitalizacijo orodja in pločevinastih izdelkov, pri preizkusni in tudi pri serijski proizvodnji. Z integracijo mobilnega merilnega sistema ATOS v svoje procese, lahko podjetje Voestalpine izvaja celovit koncept zagotavljanja kakovosti in si na ta način zagotavlja veliko konkurenčnost z visoko kakovostjo.
Tipične značilnosti ostrih robov, kot so oblike z luknjami, mejne črte in črte obreza so digitalizirane z natančnostjo pod eno slikovno piko.