






















Vse o polžih za plastificiranje (3. del)
11.01.2021
V prvih dveh delih članka smo prikazali osnovna načela plastifikacije enote, oblikovanje in izračun geometrije polžev. Izračuni glede prehodnosti taline, zmogljivosti povečanja tlaka in procesa taljenja so bili prikazani na ustrezni geometriji polžev. Zadnji del članka obravnava možnosti optimizacije geometrije polžov.
Rezultati prvega izračuna
V našem primeru, predstavljenem v 101. številki revije, je bil povprečni pretok taline približno 12,49 g/s s protipritiskom 80 barov in obodno hitrostjo vrtenja polža 300 mm/s – vrednost, ki jo je mogoče izboljšati z ustreznimi optimizacijami geometrije.
Polž je pokazal velik presežek za povečanje tlaka. S protipritiskom 80 barov je polž dosegel najvišji tlak taline nekaj manj kot 160 barov. To je visoka vrednost, kjer že lahko pride do poškodbe materiala in si zaradi tega želimo nižje vrednosti oziroma nežnejše plastificiranje, zato bi bilo treba tlačni vrh v praksi zmanjšati na približno 120 barov.
Vendar je postopek taljenja potekal zelo ugodno, saj je bil material po opravljeni poti dolžine približno 8 x D v smeri polža že popolnoma staljen. Med nadaljnjo optimizacijo je treba preprečiti, da bi še neraztaljene granule potovale predaleč v talilno cono polža, saj bi v skrajnih primerih to lahko povzročilo prekomerno obrabo polža in protipovratnega ventila na konici polža. Na koncu je pomembno tudi, da je čas zadrževanja taline v cilindru znotraj določenih priporočil, ki jih določa proizvajalec materiala in ta čas ni ne prekratek ne predolg.
Optimizacija geometrije
Preskus 1: Skrajšanje talilnega območja
Kot prvi korak je treba zmanjšati dolžino talilne cone. Ozadje tega je to, da talilna cona s svojo majhno globino in veliko dolžino povzroči neke vrste »zastoj« in naraščanje tlaka taline v cilindru. To kaže tudi bližina točke največjega tlaka v cilindru, ki se pojavi na koncu talilne cone polža pred izvedbo naše optimizacije. V prvem preskusu se talilna cona skrajša s 5,5 x D na 3,5 x D. Da bi skupna dolžina polža 22 x D ostala nespremenjena, se kompresijska cona polža ustrezno podaljša. Vpliv na doseženi maksimalni tlak je zanemarljiv, vendar je gradient tlaka v talilni coni postal strmejši, saj se je njegova maksimalna vrednost približala protipovratnemu ventilu. Zaradi spremembe geometrije polža je treba omeniti tudi, da ima sprememba manjši vpliv na postopek taljenja in pretok. Popolnoma raztaljen granulat – talina se sedaj pojavi pri L/D=8,9, povprečni pretok taline pa je približno 13,02 g/s.

Preskus 2: Povečanje globine talilne cone
Ker je učinek, dosežen s skrajšanjem talilne cone, majhen, smo se odločili povečati globino talilne cone kot drugi korak optimizacije. Dolžine posameznih con se vrnejo na začetne vrednosti (25 % / 25 % / 50 % celotne dolžine). Razmerji globin v prvih dveh conah ostajata nespremenjeni, v talilni coni pa se le-ta poveča za 25 do 30 %. V zaokroženih številkah to pomeni približno globino 3,2 mm v talilni coni. Po opravljenem poskusu 2. optimizacije tlačna krivulja pokaže, da se je prvotni maksimalni tlak 158 barov zmanjšal na 129 barov. Zanimivo je videti, kako 28-odstotno povečanje globine talilne cone znatno zmanjša učinek »ustavljanja« taline v primerjavi z njenim 36-odstotnim skrajšanjem. Tu je treba omeniti še povprečni pretok taline 15,23 g/s, ki se dosežene s to spremembo, in pozicijo točke v polžu, kjer imamo popolno talino. Ta je sedaj dosežena pri L/D 10,4.
 »Tabela za preskus 1: talilno območje se skrajša, kompresijsko območje pa se podaljša.
»Tabela za preskus 1: talilno območje se skrajša, kompresijsko območje pa se podaljša.
 »Tabela za preskus 2: talilna cona se poglobi … polž s povečano globino v talilni coni
»Tabela za preskus 2: talilna cona se poglobi … polž s povečano globino v talilni coni
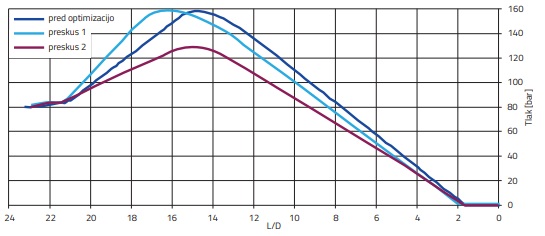 »Tlačne krivulje pred optimizacijami in po njih. Preskus 1: tlačna krivulja v položaju polža 50 mm. Preskus 2: povečanje globine talilne cone za pribl. 28 %.
»Tlačne krivulje pred optimizacijami in po njih. Preskus 1: tlačna krivulja v položaju polža 50 mm. Preskus 2: povečanje globine talilne cone za pribl. 28 %.
Poleg tega je v osnovi možno na podoben način spremeniti kompresijsko razmerje, razmerje na vstopni coni itd. vse v želji po popolni optimizaciji talilnega procesa za izbrani material oziroma izdelek. S tem postopkom bomo iz brizgalnega stroja iztisnili največ kar lahko za izbrani process.
Univerzalni polži WITTMANN BATTENFELD
Če se ti preskusi izvajajo za več različnih materialov in so pri tem usklajeni, pridemo do podatka o najbolj splošni geometriji polža, ki je najbolj »univerzalno« uporaben za široko paleto procesov. Govorimo o večnamenskem polžu, ki so ga v podjetju poimenovali UNIMELT. Ti polži izstopajo po izjemno širokem naboru možnih aplikacij pri predelavi termoplastov. V kombinaciji s primernim paketom proti obrabi ponujajo dolgotrajen sistem plastifikacije.
Kadar koli je treba obvladati posebne izzive pri brizganju, pa je ekipa razvojnih inženirjev WITTMANN BATTENFELD pripravljena pomagati svojim strankam pri skupnem iskanju optimalne rešitve za plastificiranje, ki ustreza vsakemu posameznemu namenu.
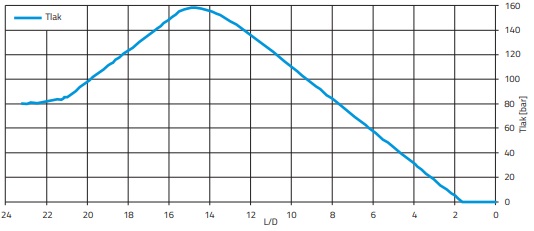 »Tlačna krivulja vzdolž polža v položaju 50 mm pred optimizacijo.
»Tlačna krivulja vzdolž polža v položaju 50 mm pred optimizacijo.
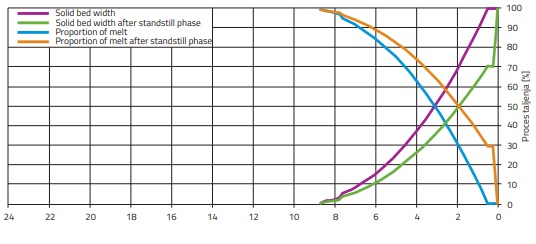 »Postopek taljenja polža v položaju 50 mm proti koncu cikla: rezultati prvotnega izračuna pred optimizacijo.
»Postopek taljenja polža v položaju 50 mm proti koncu cikla: rezultati prvotnega izračuna pred optimizacijo.
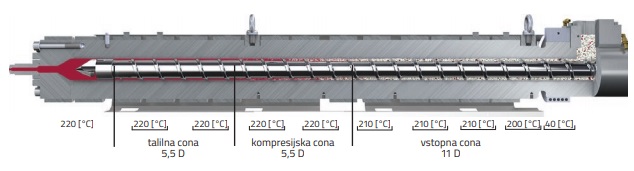 »Izračuni temeljijo na temperaturnih območjih polža.
»Izračuni temeljijo na temperaturnih območjih polža.
Avtor: Filipp Pühringer