


























WINDSOR displays servo-hydraulic and all-electric IMMs.
08.08.2017
After the successful introduction of servo-hydraulic injection moulding machines (IMM) with toggle clamping system, produced by FCS (Fu Chun Shin Group, Tainan, Taiwan), during K 2016, WINDSOR Kunststofftechnologie GmbH, Hanau, Germany, goes one step further. The renowned systems provider presents a servo-hydraulic two-platen IMM with 5000kN clamping force, automated by a CAMPETELLA robot.
Thus, WINDSOR complements its injection moulding offer by adding hydraulic and servo-hydraulic machines. On the other hand, the all-electric machine offer is represented by a J180ADS–180 U from Japan Steel Works Ltd. (JSW). WINDSOR has been JSW’s trading partner for IMMs in several European countries for more than 10 years. For FCS machines, WINDSOR covers a larger market area, i.e. all EU and EFTA countries.
Joint further developments with FCS: One year ago, Fu Chun Shin Group (FCS), Taiwan, and WINDSOR Kunststofftechnologie GmbH in Hanau, Germany, signed an agreement under which FCS committed to construct and supply hydraulic and servo-hydraulic IMMs according to European standards and specifications as prescribed by WINDSOR. In return, WINDSOR acquires, based on its established sales network developed over 65 years, responsibility for long-term sales, trading, installation, replacement parts supply and service for these 300 to 37,000 kN clamping force IMMs in all EU and EFTA countries. “Both companies agreed to close cooperation in further technical developments of FCS machines, and we have been making good progress since. The technological status of the machine we display during FAKUMA passes the comparison test with European brands,” says Peter Kochs, WINDSOR’s managing director, “and processors who have no resentments towards high-tech injection moulding technology originating in Asia appreciate the impressive price-performance relationship ratio. Keeping an eye on low investment and overall product costs matters to utilize these advantages”.
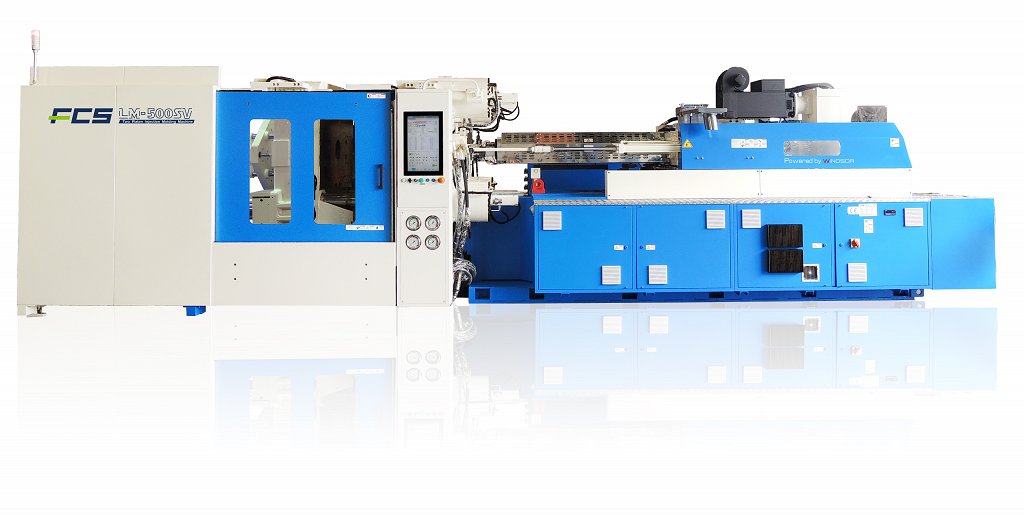
FCS exhibit: For the first time, FCS and WINDSOR present themselves jointly in hall 7 on stand 7207 during FAKUMA, where they show a new LM-500SV servo-hydraulic two-platen IMM with 500 tonnes (5000 kN) clamping force, 1650 mm space (“daylight”) between the 400 x 800 mm platens, 85 mm screw diameter, 2155 cm³ injection volume, 1920 Kgf/m³ injection pressure, 486cm³/s injection stream/speed and 78kVA electrical power supply rating. Why a two-platen system for this relatively small clamping range? Peter Kochs: “Hall costs are one decisive factor. The more machines I can install on a given space X, the better my ROI: We will offer FCS’s two-platen machines in the smaller and medium clamping range stronger than ever in the EU and EFTA. Their great advantage is the small footprint. This type of machine needs no more than 8455 mm length – at a width of 2600mm and a height of 2200mm – since the machines work without the relatively long toggle clamping mechanism and lock with rather short hydraulic units. Besides, we fitted the machines with the Austrian B & R control system of latest design.” This IMM offers the processor highly efficient and profitable moulding with low energy consumption for an almost unlimited range of applications in terms of industries and products, while using all conventional polymers, right up to the latest super-performance engineering plastics. It is characterised by high precision and repeatability, high speed, long life, endurance and especially energy efficiency.
Live production: the 500 ton LM-500SV from WINDSOR / FCS produces storage boxes in a single-cavity mould provided by RIVAL (Stockach/Germany). Shot weight is 216 grams in PP, and the boxes measure 370 x 255 x 105 mm (length x width x height) at a wall thickness of 1.5mm. The cycle time is 25 seconds. Material supply is volumetric by a screw-type dosing unit. A CAMPETELLA robot demoulds the boxes and deposits/stacks them on a conveyor belt.
JSW‘s ADS now also for smaller all-electric IMMs. JSW has given its ADS rating also to all-electric IMMs of smaller clamping force construction. ADS adds latest design developments to the areas of the clamping unit (saving steel, yet providing more stability and less vibration, i.e. mould protection), as well as enhancements to the injection unit, control system as well as energy balance and maintenance. Japan Steel Works does full justice to its name – ‘works’ in the sense of to perform – and has developed new steel alloys which definitely give the injection unit a new dimension. The barrel is produced by utilizing an innovative centrifugal casting process. Maintaining the high quality of a high-end injection unit, the barrel has gained a decisive advantage: its outer diameter is some 30% smaller than a comparable one. This means significantly shorter heating and subsequent cooling rates combined with the corresponding energy savings and reduced cycle times. Furthermore, the ADS control system provides some innovative enrichment. Its surface immediately reminds the user of the apps on a smartphone. Touching or swiping directly leads to the “easy-to-understand” process functions, parameters and analyses. Economical energy balance is indispensable for JSW. This is why automatic corrections upon given performance values or demands result in least possible energy turnover. Similar attention in the area of process values is attributed to the protection of the machine components – displaying several freely accessible pages. This measure indicates timely appropriate maintenance steps in order to safeguard a long lifetime of the machine and to raise its productivity.
Live production: during FAKUMA 2017, JSW and its European representatives, WINDSOR Kunststofftechnologie GmbH, Hanau/Germany, demonstrate high-end all-electric technology on a J180ADS-180 U injection moulding machine in hall A7, stand A7-7207. The 180 ton J-ADS – screw diameter 40mm – produces a calyx-shaped fruit bowl in stylish Italian design on a single-cavity mould. Its shot weight is 288 grams in PP, with a diameter of 245 mm and a height of 70mm, at a cycle time of below 40 seconds. After mould opening, the robot grips the bowl and deposits it on a conveyor belt.

Precise and synchronous movements of all relevant axes and repeatable parallel functions guarantee excellent mould venting, gentle treatment of the material and tool, as well as shortened cycle times while simultaneously obtaining optimal part quality. Up to six mould breathing and embossing functions can be integrated into a single clamping operation. Clamping pressure build-up and injection may run exactly synchronized. A clamping pressure build-up profile may be defined for every point along the path of the injection process. The outstanding control equipment, supplied by JSW, now also allows registering relevant process parameters every 62 microseconds. These can be evaluated and optimized if necessary. Superior machine performance comes with attractive output data, low machine prices and little power connecting load. The energy-optimised 1800 kN exhibit just needs 19 kVA of power supply.
It is the objective of WINDSOR and JSW to be the trendsetters in marketing all-electric IM machinery in Europe, covering the entire spread from 350 kN up to 30,000 kN, as well as the up to date all-electric vertical machines by JSW.